



نرخ رسوب جوش در فرآیند جوش زیرپودری از همه انواع جوشکاری ها بیشتر و بهتر است. حداقل عوامل تاثیر گذار در میزان رسوب جوش زیرپودری شامل چهار آیتم قطبیت ، چسبندگی جوش ، جنس و مواد پودر جوش و جنس سیم جوش است.
کیفیت و مشکلات جوشکاری زیر پودری
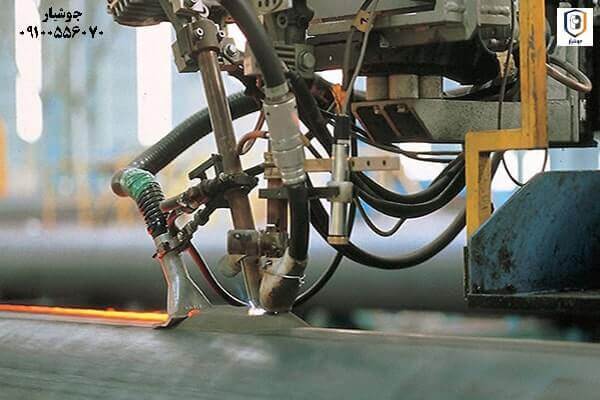
مقاله آشنایی با جوش زیر پودری
میزان رسوب برای جریان مستقیم با الکترود منفی (DCEN) در بالاترین سطح رسوب قراردارد میزان رسوب برای جریان متناوب نیز رقمی بین الکترود منفی جریان مستقیم و الکترود مثبت جریان مستقیم است . به عبارت دیگر قطب منفی بیشترین حرارت را دارد.
میزان نرخ رسوب گذاری فارغ از نوع جریان جوشکاری را می توان با گسترش چسبندگی افزایش داد. به عبارتی چسبندگی فاصله بین نقطه ورود جریان به سیم جوشکاری تا محل وقوع قوس است.
درصورت استفاده از خاصیت چسبندگی، میزان نفوذ جوش کاهش پیدا می کند. میزان رسوب را می توان با افزودن سیم جوش به جریان اضافه نمود.
کیفیت و مشکلات جوشکاری زیر پودری.
کیفیت فلزات جوشکاری شده با فرآیند زیرپودری بالاست . هنگامی که از ترکیب صحیح سیم جوش و پودر مناسب استفاده شود ، استحکام و شکل پذیری حاصل جوش از فولاد پایه بیشتر خواهد بود. همچنین به دلیل حذف عامل انسانی از فرآیند جوشکاری زیرپودری و استفاده بیشتر از ماشین ها در این روش کیفیت جوش بیشتر می شود.
جوش یکنواخت و عاری از هرگونه ناهمگونی و عمق مناسب جوش از خواص و برتری های این روش به نسبت سایر روشهای جوشکاری است. گرمای ایجاد شده بیشتر و نرخ سرمایش کندتر است به همین دلیل به گازها زمان بیشتری برای خروج داده می شود.
علاوه بر این چگالی مواد مخلوط در جوش از فلز جوش کمتر است و این فرصت را پیدا می کند که از حوضچه جوش خارج شود همه این دلایل باعث یکنواختی و کیفیت سطح جوش می شود.
کیفیت و مشکلات جوشکاری زیر پودری
از جمله مشکلاتی که امکان دارد در زمان جوشکاری به روش نیمه اتوماتیک ایجاد شود خمیدگی سیم جوش در زمان خروج از نازل است که باعث ایجاد قوس در مکانی که جوشکار انتظار آنرا ندارد می شود. وقتی قرار است که شیاری نسبتا عمیق جوشکاری شود، این امکان وجود دارد که خمیدگی به جای نفوذ به انتهای درز به بخشی از بدنه درز اتصال برقرار کند و این باعث همجوشی ناقص درز می گردد و پودر ذوب شده زیر سطح جوش به دام می افتد.
یکی دیگر از مشکلات جوشکاری نیمه اتوماتیک مطمئن شدن از پر شدن شیار جوشکاری است و به این علت که سطح جوش زیر پودر پنهان است، نمی توان قبل از پایان کار آنرا مشاهده نمود و در صورت وجود مشکل، باید مجددا جوشکاری در آن منطقه انجام شود که همین شاید باعث ایجاد لایه اضافی از رسوب جوش شود.
سرعت جوش نامتناسب و باز نشدن به موقع قیف می تواند باعث ایجاد برخی از مشکلات شود که مهارت بالای اپراتور بر این مشکلات غلبه می کند.
یکی دیگر از مشکلات کیفی در این روش، زمانی رخ می دهد که سطح جوشکاری بزرگ است و باعث ذوب شدن بیشتر فلز پایه می گردد ، در این حالت امکان دارد ناخالصی های فلز پایه پس از ذوب و سرد شدن بین سطح جوش پنهان شود و از کیفیت جوش بکاهد.
اگر این اتفاق رخ دهد و ناخالصی ها در یک نقطه جمع شوند حتی ممکن است موجب ایجاد ترک در جوش شوند. البته این اتفاق بیشتر در جوشکاری فیله ای مسطح با زاویه 45 درجه رخ می دهد که یک راه حل ساده برای جلوگیری از رخ دادن این مشکل وجود دارد آن این است که زاویه جوش 10 درجه تغییر کند تا خط مرکزی جوش با خط اتصال یکی نباشد، راه حل دیگر ایجاد چند پاس جوش به جای ایجاد یک جوش بزرگ است.
مشکل دیگر در جوش زیرپودری، میزان سختی جوش است که باعث ایجاد ترک خوردگی حین ساخت می شود. حداکثر میزان سختی توصیه شده در واحد برینل 225 است . دلیل افزایش سختی جوش در فولادهای کربنی و کم آلیاژ عبارت است از خنک شدن با سرعت بیش از حد ، عدم خروج ناخالصی جوش و بیش از حد مخلوط شدن فلز اصلی با سیم جوش به دلایل مختلف است. از دلایل آن می توان به انتخاب سیم جوش پر آلیاژ یا پودر جوش پر آلیاژ یا استفاده از ولتاژ بسیار بالا نام برد.
در جوشکاری ماشینی بصورت اتوماتیک یا نیمه اتوماتیک این اتفاق بیشتر در شروع و پایان کار رخ می دهد برای جلوگیری از تاثیر بر قطعه کار اصلی بهتر است شروع و پایان جوش روی یک قطعه اضافی انجام شود .
منبع : سایت ولد گرو