
















انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
فلاشبک بین شیلنگ ACE ایتالیا
0 تومان
انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
کلاهک برش دستی زینسر آلمان
0 تومانفروخته شده

انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
نازل برش استیلن ایلدیز ترکیه
0 تومان




انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
نازل برش دستی زینسر آلمان
0 تومان


انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
دستگاه الگوبر ایلدیز ترکیه
0 تومان

انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
فلاشبک پشت دسته ایلدیز ترکیه
محدوده قیمت: 1,650,000 تومان تا 3,300,000 تومان
انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
فلاشبک مانومتر ایلدیز ترکیه
محدوده قیمت: 2,450,000 تومان تا 4,900,000 تومان





انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
نازل برقی گلور سوئیس
1,800,000 تومان

انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
فلاشبک بین شیلنگ ایلدیز ترکیه
محدوده قیمت: 1,500,000 تومان تا 3,000,000 تومان



انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
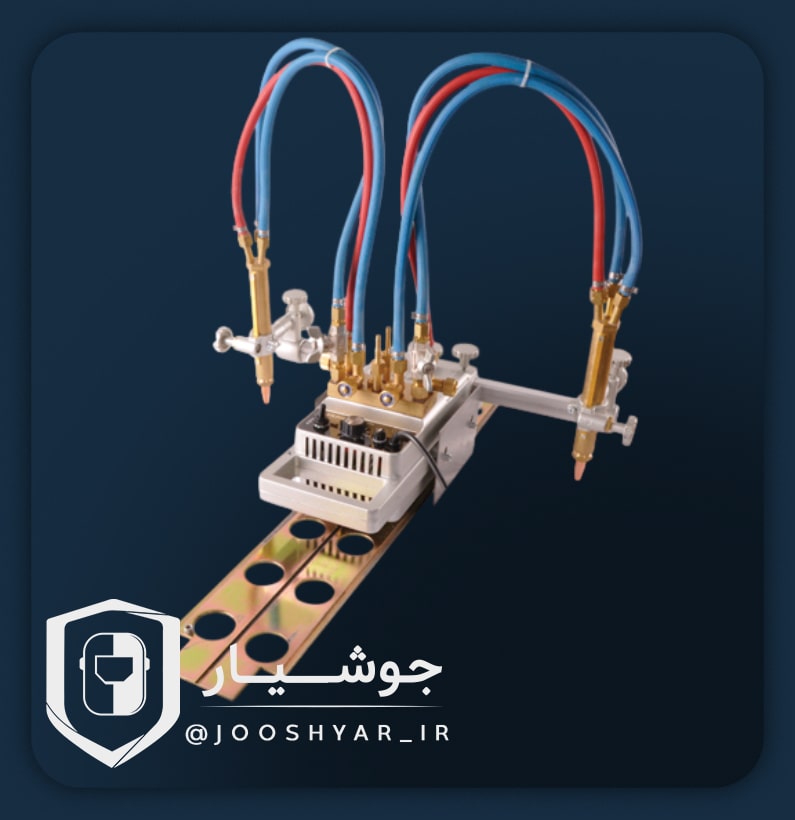
برش ریلی ایلدیز ترکیه
محدوده قیمت: 0 تومان تا 129,000,000 تومان
انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
فلاشبک پشت دسته گلور سوئیس
0 تومان


انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
ست نازل و کلاهک برشکاری ایلدیز ترکیه
محدوده قیمت: 700,000 تومان تا 2,800,000 تومان

فروخته شده
انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
نازل برش استیلن ایلدیز ترکیه
0 تومان

انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
فلاشبک مانومتر ایلدیز ترکیه
محدوده قیمت: 2,450,000 تومان تا 4,900,000 تومان

انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
نازل برش پروپان مورکس چینی
180,000 تومان
انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
فلاشبک پشت دسته گلور سوئیس
0 تومان
انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
کلاهک برش دستی زینسر آلمان
0 تومان
انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
نازل برش دستی زینسر آلمان
0 تومان
انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
نازل برش پروپان ایلدیز ترکیه
محدوده قیمت: 1,150,000 تومان تا 1,300,000 تومان
انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
نازل برقی گلور سوئیس
1,800,000 تومان
انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند
فلاشبک بین شیلنگ ایلدیز ترکیه
محدوده قیمت: 1,500,000 تومان تا 3,000,000 تومان

انتخاب گزینهها
این محصول دارای انواع مختلفی می باشد. گزینه ها ممکن است در صفحه محصول انتخاب شوند






























































