برای توضیح صحیح نحوه عملکرد دستگاه پلاسما باید به این سوال اساسی که پلاسما چیست و برش پللاسما چگونه کار می کند ؟ جواب دهیم . به عبارت ساده پلاسما چهارمین حالت ماده بعد از گاز ، مایع و جامد است . انواع ماده با صرف انرژی مثل حرارت دادن جامد برای تبدیل به مایع ، قابلیت تبدیل به دیگری دارد .برای مثال آب در حالت یخ (جامد ) پس از دریافت مقدار مشخص از حرارت به مایع تبدیل می شود. اگر سطح گرما افزایش یابد آب از حالت مایع به گاز ( بخار ) تبدیل می شود . حال اگر دوباره سطح گرما افزایش یابد گازهایی که بخار آب را تشکیل می دهند یونیزه و رسانا می شوند و این حالت از ماده پلاسما است . یک برش پلاسما از این گاز رسانای الکتریکی ( حالت چهارم) برای انتقال انرژی از منبع تغذیه به هر ماده رسانا استفاده می کند. در نتیجه یک روش برش سریعتر و تمیزتر نسبت به برش هوا گاز است.
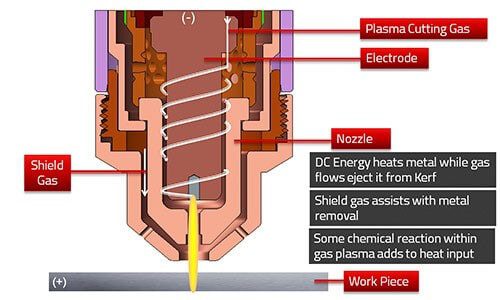
بدین صورت قوس پلاسما هنگامی که گازی مانند اکسیژن ، نیتروژن ، آرگون یا حتی هوای فشرده از طریق نازل تورچ به حرکت در می آید تشکیل می شود . نیرو و قوس الکتریکی حاصل از منبع تغذیه به جریان گاز تحت فشار وارد می شود و نتیجه آن “جت پلاسما” نامیده می شود. دمای جت پلاسما بلافاصله به 23000 درجه سلسیوس می رسد.به همین جهت به سرعت قطعه کار را برش داده و مواد مذاب را نابود می کند.
منبع تغذیه پلاسما یا دستگاه برش پلاسما ولتاژ یک یا سه فاز AC را به جریان ولتاژ DC ثابت 200 تا 400 ولت تبدیل می کند. این ولتاژ DC وظیفه حفظ قوس پلاسما در طول زمان برش برعهده دارد و خروجی جریان بر حسب ضخامت و جنس قطعه قابل تنظیم است.
کنسول شروع قوس
مدار کنسول شروع قوس یک ولتاژ متناوب حدود 5000 ولت در 2 مگا هرتز تولید می کند که جرقه داخل تورچ پلاسما حاصل این انرژی است و در نهایت قوس پلاسما در مشعل ایجاد می شود.
تورچ پلاسما
کارکرد تورچ برش پلاسما یا مشعل پلاسما ، تنظیم قوس و خنک کردن لوازم مصرفی حین کار است. مهمترین قطعه مصرفی تورچ پلاسما الکترود پلاسما ، رینگ عایق و نازل پلاسمااست . البته برای بهبود بیشتر کیفیت برش ممکن است برخی تورچ ها دارای گپ پلاسما باشند . همه بخشهای داخلی از جمله نازل ، شعله پوش و رینگ و … داخل درپوش یا گپ قرار می گیرند.
انواع سیستم های برش پلاسما به دو گروه معمولی و دقیق تقسیم می شوند .
سیستم پلاسما معمولی
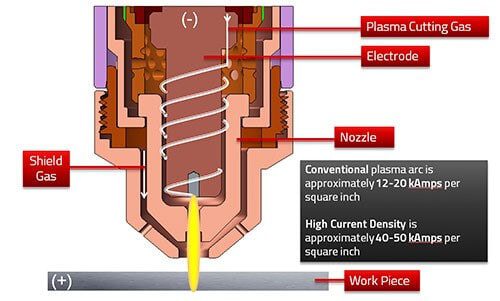
معمولا از هوای فشرده به عنوان گاز پلاسما استفاده می کنند و شکل و قدرت قوس پلاسما توسط نازل برش پلاسما تعیین می گردد. آمپر تقریبی این نوع قوس بین 12تا 20 هزار آمپر بر اینچ مربع است . همه تورچ های برش پلاسما دستی و برخی از دستگاه های مکانیزه از سیستم پلاسما معمولی استفاده می کنند
سیستم های دقیق پلاسما ( جریان بالا )
برای قوی ترین و تیزترین نوع برش طراحی و مهندسی شده است. بالاترین کیفیت با این نوع سیستم قابل دستیابی است.طراحی این سیستم و تورچ این سیستم پیچیده تر است. همچنین تعداد قطعات بیشتری برای شکل دهی به قوس مناسب در این سیستم قراردارد. قدرت قوس پلاسما برای این سیستم حدود 40 تا 50 هزار آمپر در هر اینچ مربع است. برای نتیجه بهتر گازهای چندگانه مانند اکسیژن ، هوای فشرده با خلوص بالا ، نیتروژن و مخلوط هیدروژن ، آرگون ، نیتروژن به عنوان گاز پلاسما استفاده می شود.
عملیات برش دستی پلاسما
در یک سیستم معمولی برش پلاسمای دستی در حالت خاموش قطعات مصرفی مثل الکترود و نازل با یکدیگر در تماس هستند. وقتی دکمه تورچ فشرده می شود منبع تغذیه یک جریان مستقیم از طریق این اتصال ایجاد می کند و جریان گاز پلاسما شروع می شود. هنگامی که گاز پلاسما ( هوای فشرده ) فشار کافی ایجاد می کند.در اثر این فشار ، الکترود از نازل جدا می شود و یک جرقه الکتریکی بوجود می آید و هوا را به جت پلاسما تبدیل می کند. جریان DC از طریق الکترود به نازل در حرکت است و سپس از الکترود به قطعه کار منتقل می شود. این جریان و جریان هوا تا زمان فشردن کلید تورچ پلاسما ادامه می یابد.
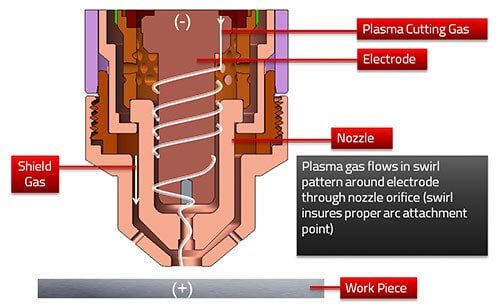
درون تورچ پلاسمای دقیق ، الکترود و نازل در تماس نیستند و بوسیله حلقه عایق پلاسما (سویل رینگ) و حفره های ریز داخل آن گاز پیش پلاسما از گاز پلاسما جدا می شود و بصورت چرخشی به شکل گرداب تبدیل و از هم جدا می کند. وقتی کلید روی تورچ پلاسما فشرده می شود منبع تغذیه ولتاژ مدار را تا 400 ولت DC افزایش می دهد و گاز از مسیر شیلنگ تورچ به سمت سر مشعل هدایت می شود. نازل بطور موقت به قطب مثبت منبع تغذیه متصل می شود و درنتیجه الکترود قطب منفی می شود.
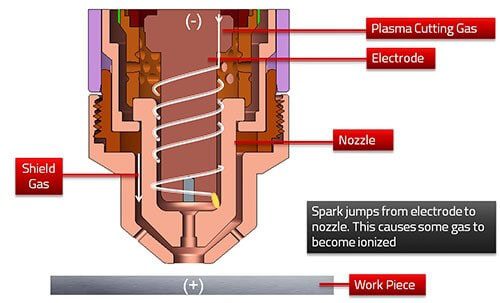
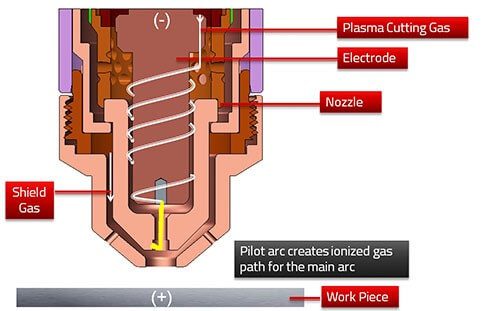
سپس ، جرقه ای با فرکانس بالا از دستگاه پلاسما به سر تورچ هدایت و ایجاد می گردد که باعث یونیزه و رسانایی گاز پلاسما می شود.در نتیجه یک مسیر جریان از الکترود به نازل و بصورت قوس راهنمای پلاسما به سمت قطعه کار هدایت می شود.
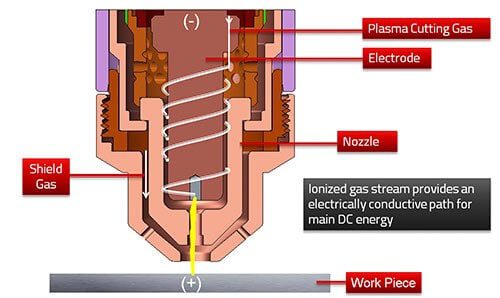
هنگامی که قوس راهنما با قطعه کار تماس برقرار می کند ( و از طریق میز کار به زمین منتقل می شود) مسیر قوس از الکترود به قطعه کار منتقل می شود و بخش فرکانس بالا (HF)خاموش می شود و مدار قوس راهنما فعال می شود.
سپس منبع تغذیه جریان DC را در آمپر مورد نیاز اپراتور برقرار می کند و حجم بهینه گاز پیش پلاسما با میزان بهینه شده به گاز پلاسما تبدیل و برقرار می گردد. بخشی از گاز در درپوش (گپ پلاسما ) به عنوان گاز محافظ ثانویه به حرکت در می آید.
شکل گپ پلاسما و قطر آن و گاز محافظ ثانویه باعث شکل گیری مناسب و منقبض شدن قوس پلاسما می گردد. نتیجه آن برش تمیز با قطر بسیار کم و بدون نیاز به ماشین کاری می گردد.