مقایسه برشکاری پلاسما و هواگاز (اکسی سوخت) | کاربرد + مزایا و معایب

در صنایع فلزکاری، انتخاب روش مناسب برای برش فلزات تأثیر زیادی بر کیفیت نهایی، سرعت اجرا و هزینههای پروژه دارد. دو مورد از متداولترین روشهای برش فلز، برشکاری پلاسما و برشکاری هواگاز هستند. هر یک از این روشها مزایا، معایب و کاربردهای خاص خود را دارند. در این مقاله قصد داریم بهصورت کامل به مقایسه برشکاری پلاسما و هواگاز بپردازیم و به شما کمک کنیم انتخابی آگاهانه و دقیق داشته باشید.
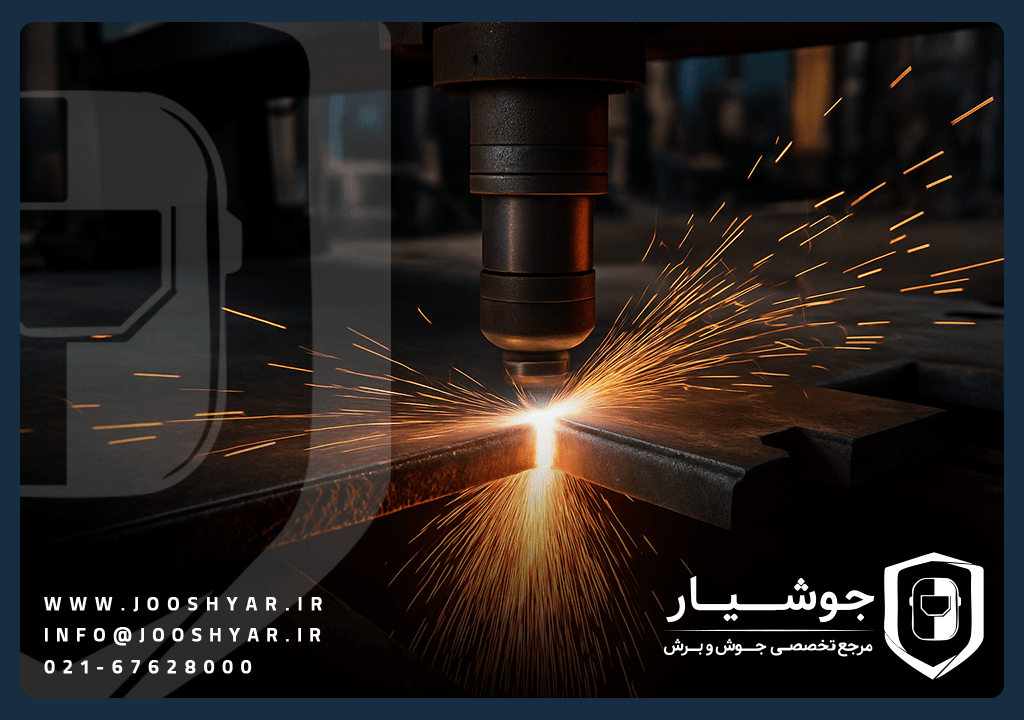
معرفی برش پلاسما
برش پلاسما فرآیندی است که در آن از قوس الکتریکی برای گرمکردن شدید گاز استفاده میشود. این گاز (که معمولاً هوا، آرگون یا ترکیبی از گازهاست) به پلاسما تبدیل میشود؛ گازی با دمای بسیار بالا که قادر است فلز را بهسرعت ذوب و برش دهد. این روش برای فلزات رسانا مانند فولاد، استنلس استیل، آلومینیوم، برنج و مس کاربرد دارد.
دستگاههای برش پلاسما معمولاً در کارگاههای صنعتی، خطوط CNC، کارگاههای تولید قطعات فلزی و تعمیرگاهها مورد استفاده قرار میگیرند. این روش بهخاطر سرعت بالا، دقت مناسب و توانایی برش فلزات مختلف، در بسیاری از پروژهها ترجیح داده میشود.
معرفی برش هواگاز
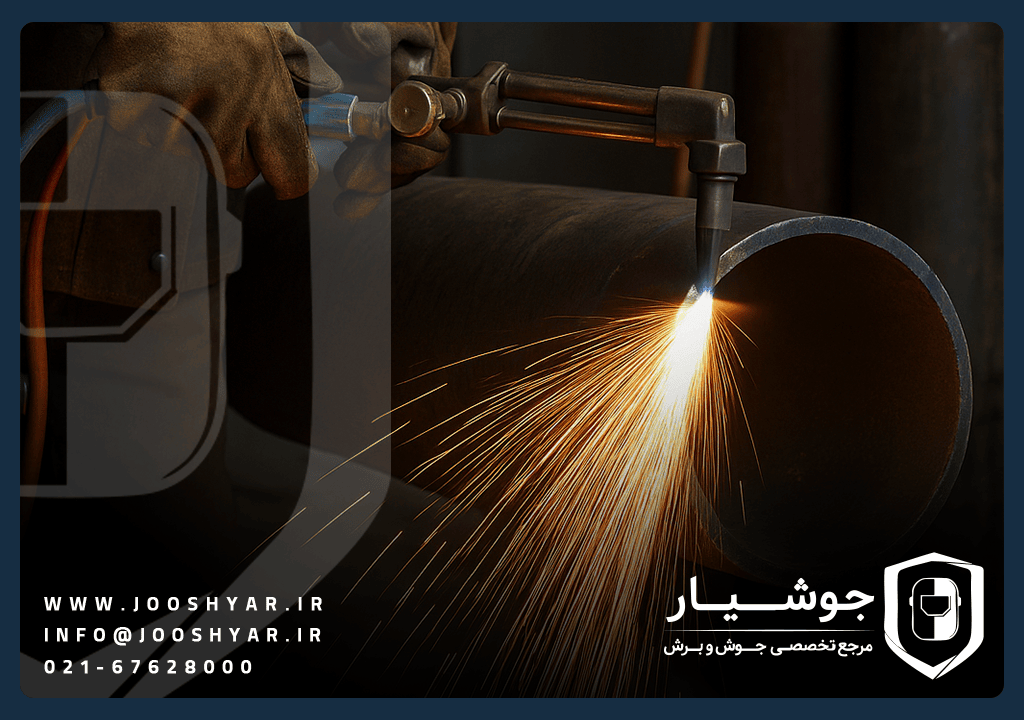
برش هواگاز یا همان برش اکسی سوخت، روشی سنتی و پرکاربرد برای برش فولادهای کربنی است. در این روش ابتدا شعلهای داغ با ترکیب گاز سوختی (مانند استیلن یا پروپان) و اکسیژن ایجاد میشود. سپس، با افزودن اکسیژن خالص، فلز بهشدت داغ شده و میسوزد. فرآیند برش بیشتر بهجای ذوبکردن، مبتنی بر احتراق فلز است.
برش هواگاز معمولاً در پروژههای ساختمانی، پالایشگاهها، اسکلهها، صنایع نفت و گاز، و حتی در پروژههای اضطراری میدانی استفاده میشود. دلیل محبوبیت آن، قابلیت اجرا بدون نیاز به برق، سادگی تجهیزات، و توانایی برش قطعات بسیار ضخیم است.
مقایسه برشکاری پلاسما و هواگاز از نظر کاربرد
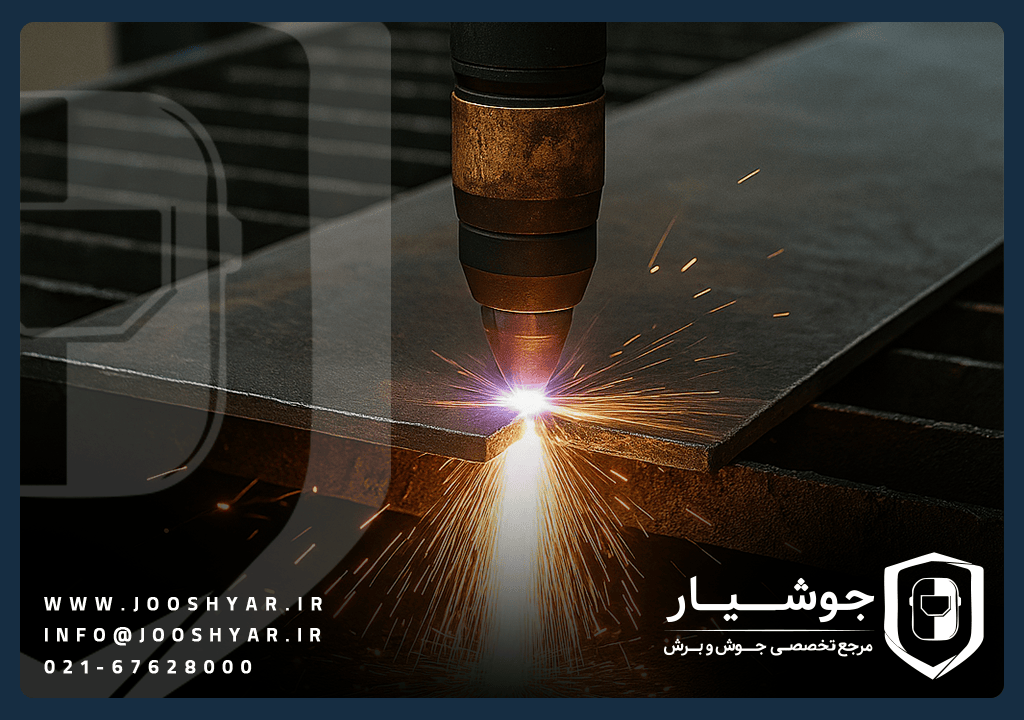
وقتی صحبت از مقایسه برشکاری پلاسما و هواگاز میشود، اولین نکته تفاوت در نوع فلزاتی است که هر روش میتواند برش دهد. برش پلاسما برای تمام فلزات رسانا از جمله فولاد، استیل ضدزنگ، آلومینیوم و حتی مس مناسب است. اما برش هواگاز فقط برای فولادهای آهنی (کربنی) قابل استفاده است و روی فلزات غیرآهنی مانند آلومینیوم یا استیل جواب نمیدهد.
از نظر ضخامت نیز تفاوتهایی وجود دارد. اگر با ورقهای نازک تا متوسط کار میکنید، برش پلاسما بهدلیل دقت بالا و سرعت مناسبتر است. اما اگر قطعات ضخیم فولادی (مثلاً بالای ۵۰ یا ۶۰ میلیمتر) را باید برش دهید، هواگاز عملکرد بهتری دارد.
مزایای برشکاری پلاسما
از مهمترین مزیتهای برش پلاسما میتوان به سرعت بسیار بالا اشاره کرد. این روش بهویژه در ضخامتهای پایینتر، بسیار سریعتر از هواگاز عمل میکند. همچنین برش پلاسما نیاز به تماس مستقیم با فلز ندارد، بنابراین سایش کمتری در تجهیزات به وجود میآید و عمر مفید دستگاه بالاتر است.
توانایی برش طیف وسیعی از فلزات نیز یک مزیت کلیدی است. شما با یک دستگاه پلاسما میتوانید هم فولاد نرم را برش دهید، هم استیل، آلومینیوم و حتی مس را.
دقت بالا، لبههای تمیزتر، و قابلیت اتصال به دستگاههای CNC از دیگر ویژگیهای مثبت برش پلاسما هستند که آن را برای تولید انبوه و برشهای پیچیده ایدهآل میکند.










معایب برش پلاسما
با وجود مزایا، برش پلاسما خالی از اشکال نیست. این دستگاهها نیاز به برق فشار قوی دارند و مصرف انرژی آنها بالاست، که میتواند برای کارگاههای کوچک یا پروژههای سیار مشکلساز باشد.
همچنین هزینه خرید دستگاه برش پلاسما نسبتاً بالاست و نیاز به تجهیزات جانبی مانند منبع تغذیه، کمپرسور هوا و سیستم تهویه مناسب دارد. در پروژههایی که به دقت خیلی بالا یا برش فلزات بسیار ضخیم نیاز دارند، ممکن است این روش کارآمد نباشد.
مزایای برشکاری هواگاز
برش هواگاز با تجهیزات ساده و در دسترس، حتی در فضای باز هم قابل اجراست. از آنجا که این روش نیازی به برق ندارد، در پروژههای ساختمانی، کارهای تعمیراتی در فضای باز یا شرایط اضطراری بسیار کاربردی است.
یکی از مهمترین مزایای آن، توانایی برش فولادهای ضخیم است. برش هواگاز میتواند بهراحتی قطعاتی با ضخامت ۱۵۰ میلیمتر یا حتی بیشتر را برش دهد، در حالی که پلاسما در این ضخامتها ناکارآمد میشود.
قیمت مناسب تجهیزات و هزینههای عملیاتی پایین نیز باعث شده برش هواگاز برای بسیاری از پروژههای سنگین انتخاب مناسبی باشد.
معایب برش هواگاز
برش هواگاز با وجود مزایایش، محدودیتهایی نیز دارد. مهمترین ایراد این روش، محدود بودن آن به فولادهای کربنی است. اگر نیاز به برش آلومینیوم، استیل یا فلزات غیرآهنی داشته باشید، هواگاز بههیچوجه کاربردی نخواهد بود.
همچنین برش حاصل از این روش معمولاً دقت کمتری دارد و لبههای ناهمواری ایجاد میکند. برای رسیدن به یک نتیجه تمیز، نیاز به سنگزنی یا عملیات پرداخت نهایی خواهید داشت.
از نظر ایمنی نیز باید محتاط بود؛ کار با شعله باز، سیلندرهای گاز تحت فشار و خطر انفجار از جمله ریسکهایی هستند که نیاز به آموزش و مراقبت ویژه دارند.
کدام روش مناسبتر است؟
اگر بخواهیم مقایسه برشکاری پلاسما و هواگاز را از نظر انتخاب نهایی جمعبندی کنیم، باید بگوییم هیچکدام از این دو روش برتری مطلقی بر دیگری ندارند؛ بلکه شرایط پروژه است که تعیین میکند کدام گزینه بهتر است.
برای پروژههایی که با ورقهای نازک تا متوسط و فلزات غیرآهنی سروکار دارند، برش پلاسما بهدلیل دقت و سرعت بیشتر انتخاب ایدهآلی است. از سوی دیگر، اگر در شرایط میدانی کار میکنید و با فولادهای ضخیم سر و کار دارید، برش هواگاز گزینهای مقرونبهصرفه، ساده و کاربردی خواهد بود.
پرسشهای متداول (FAQ)
۱. آیا برش پلاسما برای فلزات ضخیم مناسب است؟
در ضخامتهای متوسط (تا ۵۰ میلیمتر) عملکرد خوبی دارد، اما برای ضخامتهای بالاتر، هواگاز انتخاب بهتری است.
۲. آیا برش هواگاز میتواند آلومینیوم را برش دهد؟
خیر. هواگاز تنها برای فولادهای کربنی مناسب است و روی فلزات غیرآهنی جواب نمیدهد.
۳. کدام روش ایمنتر است؟
برش پلاسما به دلیل عدم استفاده از شعله باز و گازهای قابل انفجار، از نظر ایمنی ارجحیت دارد.
۴. برای پروژههای CNC کدام مناسبتر است؟
برش پلاسما بهراحتی با دستگاههای CNC هماهنگ میشود و در خطوط تولید دقیقتر عمل میکند.
نتیجهگیری نهایی
در این مقاله تلاش کردیم با نگاهی کاربردی، فنی و بیطرفانه به مقایسه برشکاری پلاسما و هواگاز بپردازیم. هر دو روش در جای خود قدرتمند و مفید هستند، اما تفاوتهای مهمی در جنس فلز قابل برش، دقت، ایمنی، هزینه و قابلیت حمل دارند.
پیشنهاد میشود پیش از انتخاب، نوع پروژه، شرایط محیطی، نوع فلز، ضخامت قطعه، میزان تولید و منابع انرژی در دسترس را بهدقت بررسی کرده و سپس تصمیمگیری کنید.