برشکاری یکی از فرآیندهای کلیدی در صنایع فلزی و ساختوساز است که بسته به نوع متریال و دقت مورد نیاز، روشهای مختلفی را شامل میشود. یکی از کارآمدترین و پرکاربردترین روشهای برش فلزات، برشکاری پلاسما است. این فناوری با بهرهگیری از دمای بالا و جریان متمرکز گاز یونیزه، امکان برش فلزات رسانا را با سرعت و دقت بالا فراهم میسازد. در این راهنمای جامع برشکاری پلاسما قصد داریم تمامی جنبههای فنی، ایمنی، کاربردی و انتخاب تجهیزات این فناوری را با دقت و به صورت اصولی بررسی کنیم.
برش پلاسما چیست؟
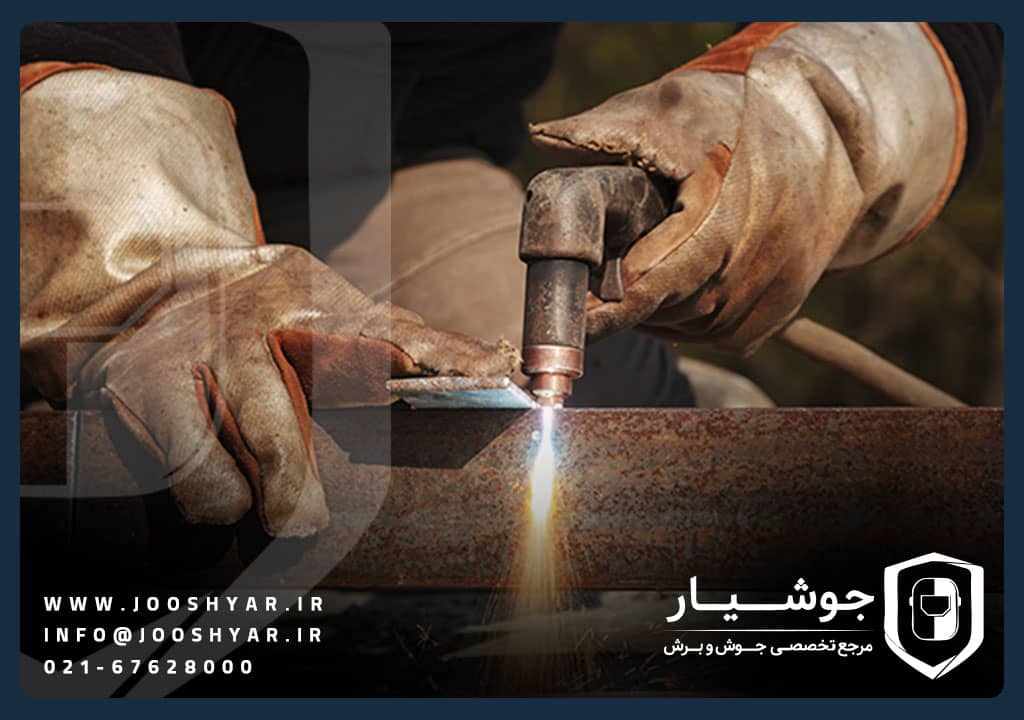
برش پلاسما فرآیندی است که در آن با استفاده از گاز فشرده (مانند هوا، نیتروژن یا آرگون) و عبور آن از قوس الکتریکی، گاز به حالت پلاسما تبدیل میشود. پلاسما حالتی از ماده است که دمایی فوقالعاده بالا (معمولاً بین 20,000 تا 30,000 درجه سانتیگراد) دارد و توانایی ذوب و برش فلزات را داراست. این فرآیند قادر است با دقت بسیار بالا و با حداقل اعوجاج حرارتی، فلزاتی مانند فولاد، آلومینیوم، استنلس استیل، مس و برنج را برش دهد.
اجزای اصلی سیستم برشکاری پلاسما
در این بخش از راهنمای جامع برشکاری پلاسما به معرفی اجزای تشکیلدهنده یک دستگاه پلاسماکاتر میپردازیم:
1. منبع تغذیه (Power Supply)
تأمینکننده جریان الکتریکی با ولتاژ بالا برای ایجاد قوس الکتریکی. معمولاً در محدوده 200 تا 400 ولت جریان مستقیم کار میکند.
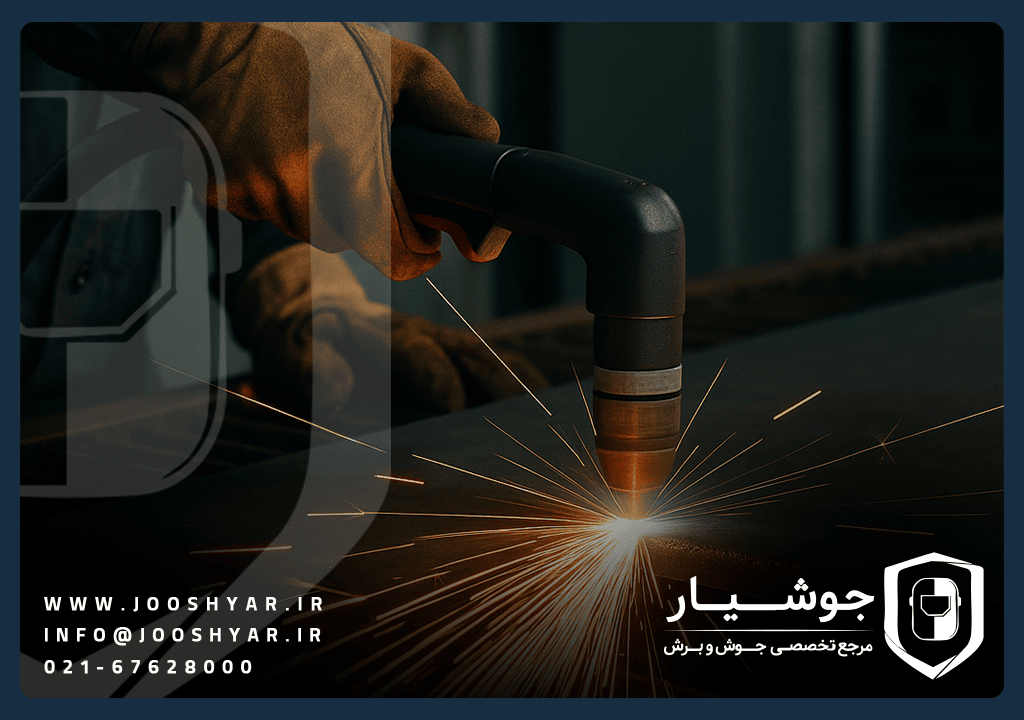
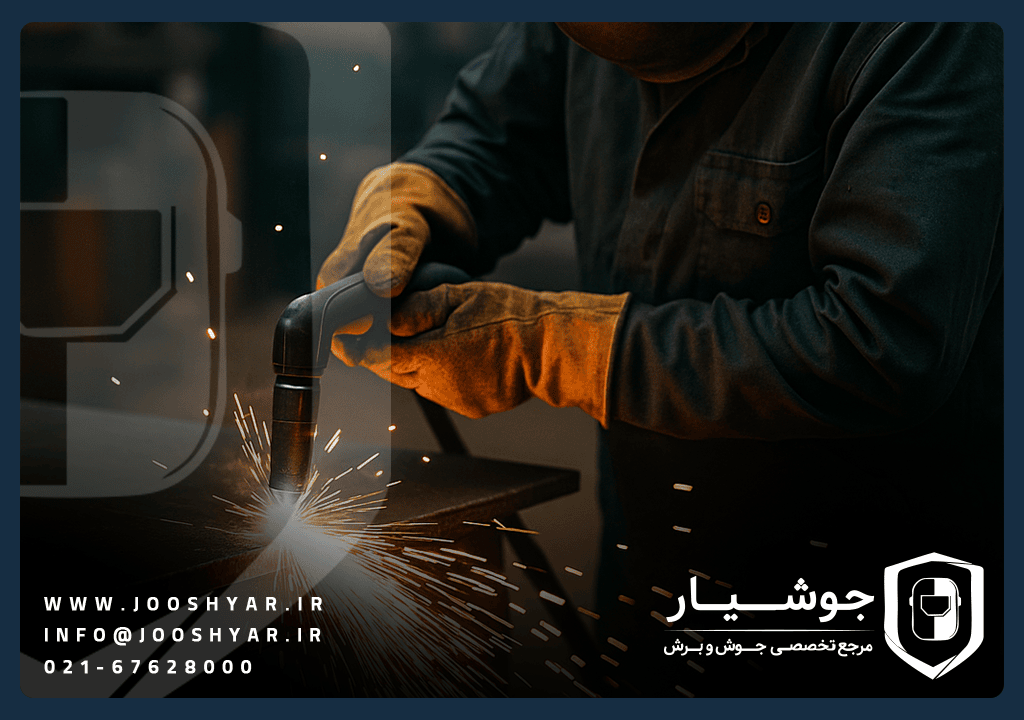
2. مشعل (Torch)
دستهای است که اپراتور برای هدایت پلاسما به سطح قطعه کار از آن استفاده میکند. درون مشعل الکترود و نازل قرار دارد که گاز را متمرکز و هدایت میکند.
3. کمپرسور هوا یا گاز
گاز فشرده (معمولاً هوا) توسط کمپرسور به مشعل منتقل میشود تا در تماس با قوس، تبدیل به پلاسما شود.
4. سیستم کنترل
مدارهای کنترلی برای تنظیم شدت جریان، ولتاژ، فشار گاز و سایر پارامترها.
5. کابلها و شیلنگها
برای انتقال گاز و جریان الکتریسیته از منبع به مشعل مورد استفاده قرار میگیرند.
مزایای برشکاری پلاسما
در ادامه این راهنمای جامع برشکاری پلاسما مزایای کلیدی این فناوری بررسی میشوند:
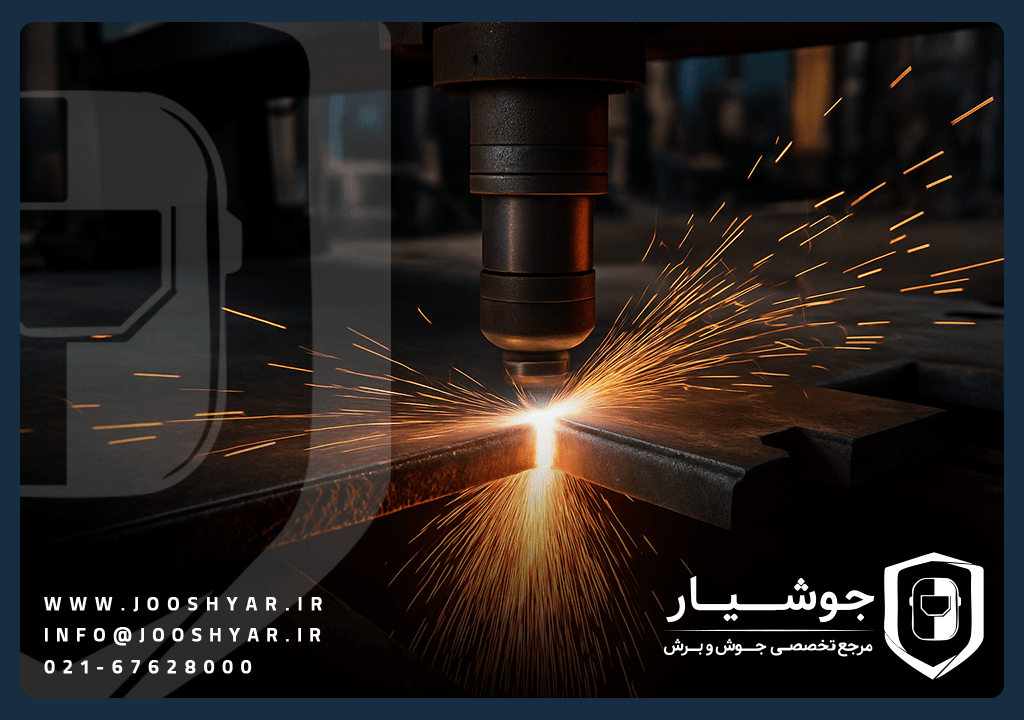
سرعت بالا: سرعت برش پلاسما بهویژه در برش فلزات نازک بسیار بیشتر از سایر روشها مانند اکسیگاز یا برش دستی است.
دقت و کیفیت برش: لبههای برش بسیار صاف و کماعوجاج هستند، مناسب برای پروژههای صنعتی دقیق.
قابلیت برش فلزات رنگی: برخلاف روشهای حرارتی سنتی، برش پلاسما قادر به برش آلومینیوم، مس و استنلس استیل نیز هست.
ایمنی بیشتر: عدم نیاز به شعله باز و کاهش خطر انفجار یا احتراق در محیط کار.
انعطافپذیری بالا: مناسب برای انواع شکلها، زوایا، ضخامتها و مواد مختلف.
محدودیتهای برشکاری پلاسما
همانطور که در هر فناوری صنعتی، محدودیتهایی نیز وجود دارد که در ادامه به آنها میپردازیم:
محدودیت در ضخامت: در مدلهای دستی، برش پلاسما معمولاً تا ضخامت حدود 30 میلیمتر را پشتیبانی میکند. برای ضخامتهای بالاتر نیاز به دستگاههای صنعتی سنگینتر است.
مصرف انرژی بالا: دستگاههای پلاسما نیاز به جریان برق با آمپراژ بالا دارند.
نیاز به کمپرسور قوی: برای ایجاد فشار کافی گاز، کمپرسور پرقدرت لازم است.
سر و صدا و دود: برش پلاسما ممکن است با ایجاد جرقه، صدا و گازهای مضر همراه باشد که نیاز به تهویه مناسب و تجهیزات حفاظتی دارد.
کاربردهای صنعتی برشکاری پلاسما
در این بخش از راهنمای جامع برشکاری پلاسما نگاهی به موارد استفاده در صنایع مختلف خواهیم داشت:
صنایع ساختمانی: برش تیرآهن، پروفیل، صفحات فولادی برای سازهها
صنایع نفت و گاز: ساخت تجهیزات، تانکها و لولهکشی
خودروسازی: برش شاسی، قطعات فلزی بدنه و تیونینگ
هوافضا: دقت بالا در برش آلیاژهای سبک و مقاوم
ساخت هنری و تزئینی: طراحی و برش اشکال پیچیده روی فلز
نکات فنی در انتخاب دستگاه برش پلاسما
در انتخاب دستگاه مناسب، توجه به موارد زیر ضروری است:
حداکثر ضخامت برش: دستگاهها با توانهای مختلف عرضه میشوند. باید متناسب با نیاز کاری انتخاب شود.
منبع تغذیه: تکفاز یا سهفاز بودن و هماهنگی با برق صنعتی
نوع گاز مورد استفاده: برخی دستگاهها تنها با هوای فشرده کار میکنند، برخی دیگر نیاز به نیتروژن، آرگون یا اکسیژن دارند.
قابلیت CNC: برخی دستگاهها قابلیت اتصال به سیستمهای کنترل عددی (CNC) را دارند که دقت و سرعت را افزایش میدهند.
طول کابل و شیلنگ: برای کار در پروژههای بزرگ، طول کابل مشعل اهمیت دارد.