مقدمه
برشکاری یکی از فرآیندهای حیاتی در صنعت فلزکاری و ساختوساز است که انواع مختلفی دارد. در این میان، برشکاری هواگاز یکی از متداولترین روشها محسوب میشود که با استفاده از یک مشعل (سرپیک) و ترکیب اکسیژن و گاز سوختی مانند استیلن انجام میشود. این روش به دلیل سهولت استفاده، هزینه پایین، و توانایی برش ورقهای ضخیم، در صنایع مختلف از جمله ساختمانسازی، کشتیسازی، پتروشیمی و صنایع سنگین به کار گرفته میشود.
در این مقاله به بررسی کامل فرآیند برشکاری با سرپیک برش هواگاز پرداخته شده است. جنبههای مختلفی مانند اصول عملکرد، تجهیزات مورد استفاده، پارامترهای کلیدی، مزایا و معایب، و نکات ایمنی آن مورد تحلیل قرار گرفتهاند.
اصول عملکرد برشکاری هواگاز
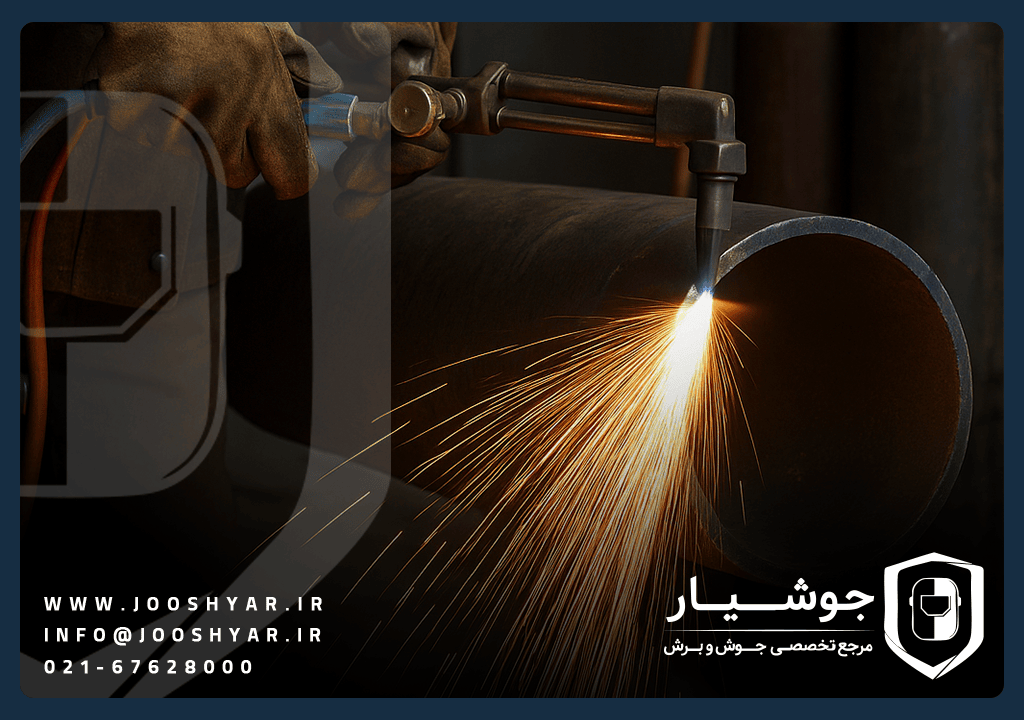
برشکاری هواگاز بر اساس اصل احتراق و اکسیداسیون فلز پایه انجام میشود. در این روش ابتدا سطح فلز تا دمای جرقهزنی (بین ۸۷۰ تا ۹۳۰ درجه سلسیوس برای فولاد) گرم میشود. پس از آن، جریان اکسیژن خالص به صورت متمرکز به محل مورد نظر دمیده میشود. این اکسیژن باعث اکسید شدن سریع فلز و در نتیجه ذوب و خروج مواد مذاب میگردد.
ترکیب گاز اکسیژن با گازهایی مانند استیلن، پروپان یا متان بهعنوان منبع حرارتی استفاده میشود. استیلن به دلیل تولید دمای بالا (حدود ۳۱۰۰ درجه سانتیگراد در حضور اکسیژن) معمولترین گاز مورد استفاده است.
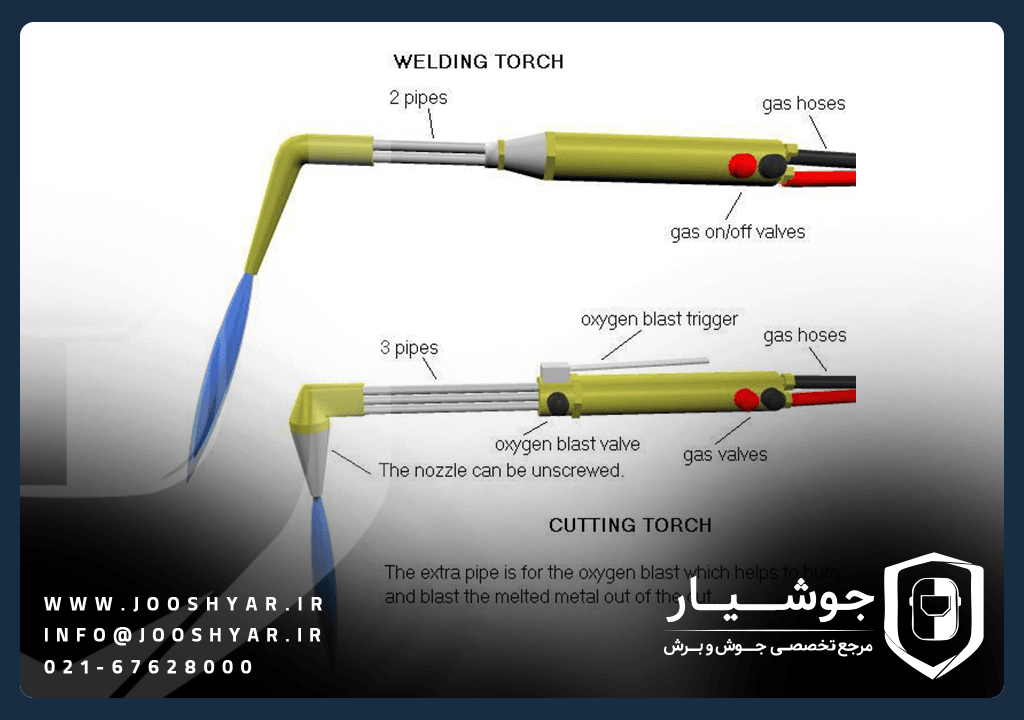
اجزای تشکیلدهنده سرپیک برش هواگاز
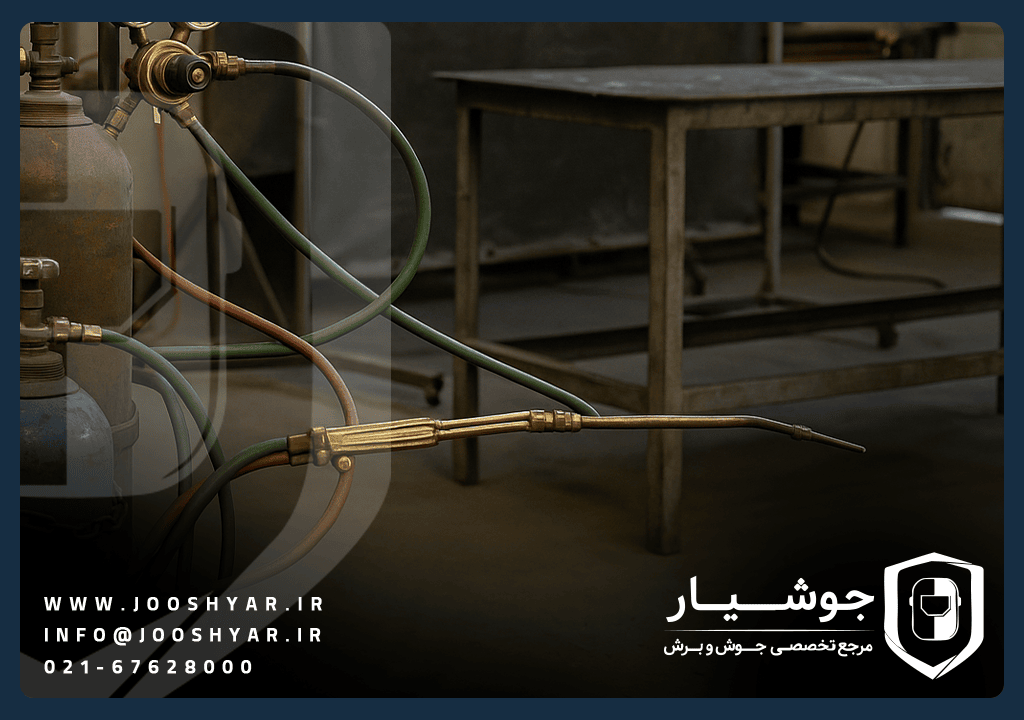
برای انجام برشکاری هواگاز به مجموعهای از تجهیزات نیاز است که شامل موارد زیر میباشد:
سیلندر گاز اکسیژن و سوخت (معمولاً استیلن): تحت فشار و مجهز به رگولاتور برای کنترل فشار خروجی
سرپیک یا مشعل برشکاری: محل ترکیب گازها و ایجاد شعله
شلنگهای گاز: برای انتقال گاز از سیلندرها به سرپیک
فندک یا جرقهزن: برای روشن کردن شعله
نازل برش: برای متمرکز کردن شعله و جریان اکسیژن برش
شیرهای کنترل: برای تنظیم مقدار گاز ورودی به سرپیک
مراحل اجرای برشکاری با سرپیک
۱. بررسی و آمادهسازی تجهیزات
۲. باز کردن شیر گاز و تنظیم فشار با رگولاتور
۳. روشن کردن شعله با جرقهزن
۴. تنظیم شعله تا دستیابی به شعله خنثی (نه اکسیدکننده و نه احیایی)
۵. نزدیک کردن شعله به سطح فلز تا دمای پیشگرمایش
۶. فشردن اهرم برش و شروع دمیدن اکسیژن برای انجام فرآیند برش
۷. حرکت یکنواخت سرپیک در امتداد خط برش
پارامترهای تأثیرگذار بر کیفیت برش
چندین عامل در کیفیت نهایی برشکاری هواگاز تأثیرگذار هستند:
فشار گاز: فشار گاز اکسیژن و استیلن باید متناسب با ضخامت و نوع فلز تنظیم شود.
سرعت حرکت سرپیک: حرکت سریع منجر به ناقص شدن برش و حرکت کند باعث ذوب بیش از حد فلز میشود.
زاویه نگهداری مشعل: بهتر است زاویه بین ۴۵ تا ۹۰ درجه با سطح قطعه حفظ شود.
نوع و ضخامت فلز: معمولاً فولادهای کربنی بهخوبی با این روش برش میخورند، درحالیکه آلومینیوم و استنلس استیل نیاز به روشهای دیگر دارند.