جوشکاری ذوبی (FW)؛ روش نوینی در جوشکاری
مقدمه
اتصال مطمئن قطعات فلزی، از چالشهای همیشگی صنعت بوده است. در میان روشهای متنوع، جوشکاری ذوبی یکی از اصلیترین و پرکاربردترین شیوهها برای ایجاد پیوند دائمی بین فلزات محسوب میشود. این روش همزمان با پیشرفت فناوری، به شکلهای گوناگون توسعه یافته و امروزه در بسیاری از حوزههای صنعتی بهکار گرفته میشود. در ادامه، به بررسی ماهیت جوشکاری ذوبی، روشهای رایج آن، مزایا و کاربردهای گستردهاش میپردازیم.
جوشکاری ذوبی چیست؟
جوشکاری ذوبی نوعی فرآیند اتصال دائم بین قطعات فلزی است که در آن، لبههای قطعات با استفاده از منبع حرارتی تا نقطه ذوب گرم میشوند. در بیشتر موارد، از فلز پرکننده برای پر کردن فاصله بین دو قطعه نیز استفاده میشود. پس از ذوب شدن فلزات، عملیات اتصال در محل تلاقی انجام شده و با سرد شدن، پیوندی دائمی شکل میگیرد.
برخلاف جوشکاری حالت جامد، در این فرآیند، فلز پایه حتماً به حالت مایع درمیآید. بسته به نوع فرآیند، ممکن است از گاز محافظ، خلأ یا فشار هم استفاده شود تا کیفیت نهایی اتصال بهبود یابد.
انواع روشهای جوشکاری ذوبی
فرآیند جوشکاری ذوبی مجموعهای از تکنیکهای گوناگون را شامل میشود که هر یک برای شرایط و نیازهای خاصی طراحی شدهاند:
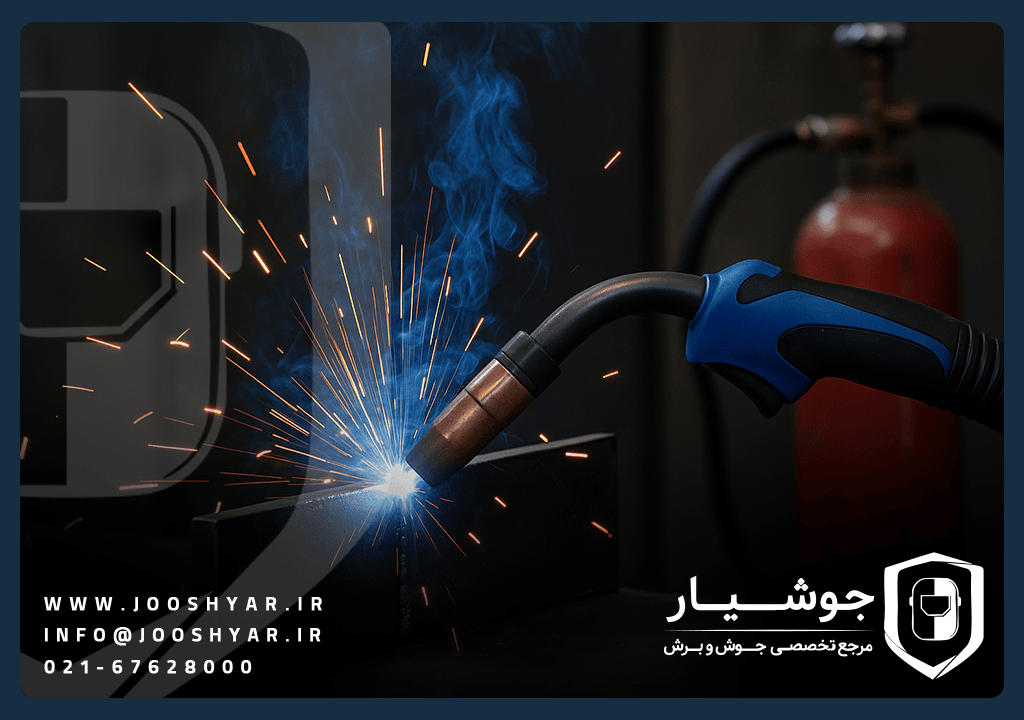
جوشکاری قوس الکتریکی
در این شیوه، قوس الکتریکی بین الکترود و سطح فلز تولید حرارت میکند. حرارت حاصل باعث ذوب لبههای قطعه و در بسیاری موارد، الکترود میشود. جوشکاری MIG، TIG و SMAW از متداولترین زیرمجموعههای این روش هستند و کاربرد گستردهای در صنایع ساختمانی، ماشینسازی و خطوط تولید دارند.
جوشکاری گازی
با استفاده از شعلهای که از ترکیب اکسیژن و استیلن به وجود میآید، سطح فلز گرم و ذوب میشود. این روش برای جوشکاریهای سبک، تعمیرات خانگی یا پروژههای هنری فلزی مناسب است.
جوشکاری پلاسما
از فناوری پلاسما برای تولید حرارت متمرکز و دقیق استفاده میشود. این روش برای فلزات نازک و اتصالات حساس، بهویژه در صنایع پزشکی و هوافضا، گزینهای بسیار مناسب بهشمار میرود.
جوشکاری پرتو الکترونی
در محیط خلأ، با شتابدهی به الکترونها و تمرکز آنها روی یک نقطه خاص، حرارت مورد نیاز برای ذوب فلز فراهم میشود. این روش بسیار دقیق است و در صنایعی مثل هوافضا، انرژی هستهای و الکترونیک کاربرد دارد.
جوشکاری لیزری
استفاده از پرتو لیزر بهعنوان منبع حرارتی باعث میشود منطقهی بسیار کوچکی ذوب شود. این روش بسیار تمیز، سریع و قابل کنترل است و در صنایعی نظیر خودرو و تجهیزات پزشکی بهطور گسترده مورد استفاده قرار میگیرد.
مزایای جوشکاری ذوبی
یکی از بزرگترین مزایای جوشکاری ذوبی، تنوع بالا در انتخاب فرآیند است. این ویژگی به اپراتورها اجازه میدهد تا با توجه به شرایط پروژه، روش بهینه را انتخاب کنند. از دیگر مزایا میتوان به قابلیت اتوماسیون بالا اشاره کرد که امکان استفاده از رباتهای جوشکار در خطوط تولید را فراهم میسازد. همچنین، استحکام اتصال بالا، جوشکاری ذوبی را برای قطعات تحت فشار یا ارتعاش مناسب میکند.









تنگستن مشکی
1,300,000 تومان – 700,000 تومانPrice range: 700,000 تومان through 1,300,000 تومان

گازپخش کن باکالیت
36,000 تومان – 29,500 تومانPrice range: 29,500 تومان through 36,000 تومان
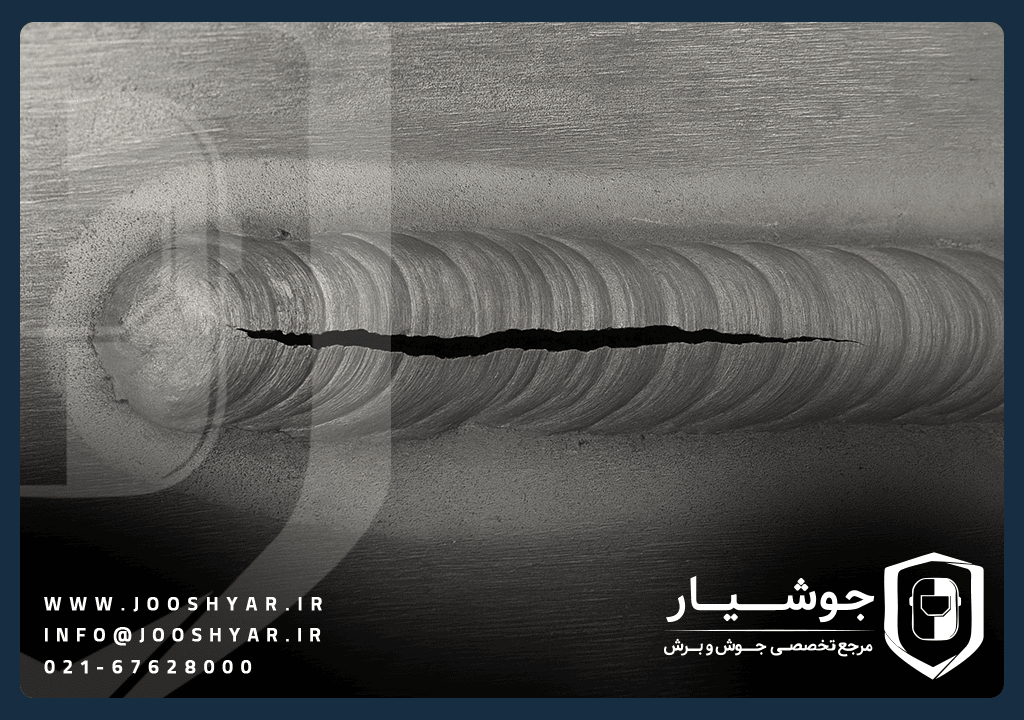
چالشها و معایب
با وجود مزایای متعدد، جوشکاری ذوبی بینقص نیست. ایجاد حرارت بالا ممکن است منجر به اعوجاج یا تغییر ساختار متالورژیکی در قطعه شود. همچنین برخی روشها مانند TIG یا پرتو الکترونی به مهارت بالا و تجهیزات پیشرفته نیاز دارند. ایمنی کاربر نیز در این روش اهمیت زیادی دارد، زیرا تولید نور فرابنفش، گازهای خطرناک و گرمای شدید در حین عملیات اجتنابناپذیر است.
عوامل مؤثر بر کیفیت جوش
برای دستیابی به جوشی بادوام و بدون نقص، باید مجموعهای از پارامترها بهدرستی تنظیم شوند. جنس فلز پایه، نوع فلز پرکننده، شدت جریان الکتریکی، سرعت حرکت دست و شرایط محیطی از جمله عوامل کلیدی هستند. آمادهسازی صحیح سطح اتصال نیز تأثیر زیادی بر کیفیت نهایی دارد. حذف آلودگی، زنگزدگی یا چربی قبل از جوشکاری ضروری است.
کاربردهای صنعتی جوشکاری ذوبی
این روش در طیف وسیعی از صنایع مورد استفاده قرار میگیرد:
در صنایع ساختمانی، برای اتصال اسکلتهای فلزی و تیرآهنها کاربرد دارد.
در خودروسازی، اتصال سریع و دقیق بدنه خودرو با جوشکاری MIG یا لیزری انجام میشود.
در هوافضا، روشهایی مثل پلاسما و پرتو الکترونی بهدلیل دقت بالا استفاده میشوند.
در تجهیزات پزشکی، جوشهایی تمیز، دقیق و عاری از آلودگی مورد نیاز است که با استفاده از TIG یا لیزر انجام میگیرند.
در صنایع نفت، گاز و پتروشیمی، برای اتصال لولهها و قطعات سنگین از فرآیندهای قوسی استفاده میشود.
ایمنی در جوشکاری ذوبی
ایمنی در هنگام اجرای این نوع جوشکاری بسیار مهم است. استفاده از لباس ضد حرارت، دستکش مخصوص، ماسک جوشکاری با فیلتر UV و عینک محافظ، از جمله اقدامات الزامی است. تهویه مناسب محیط نیز از تجمع گازهای مضر جلوگیری میکند. علاوه بر این، بررسی سلامت کابلها، اتصالات و دستگاه پیش از شروع عملیات، نقش زیادی در جلوگیری از حوادث دارد.
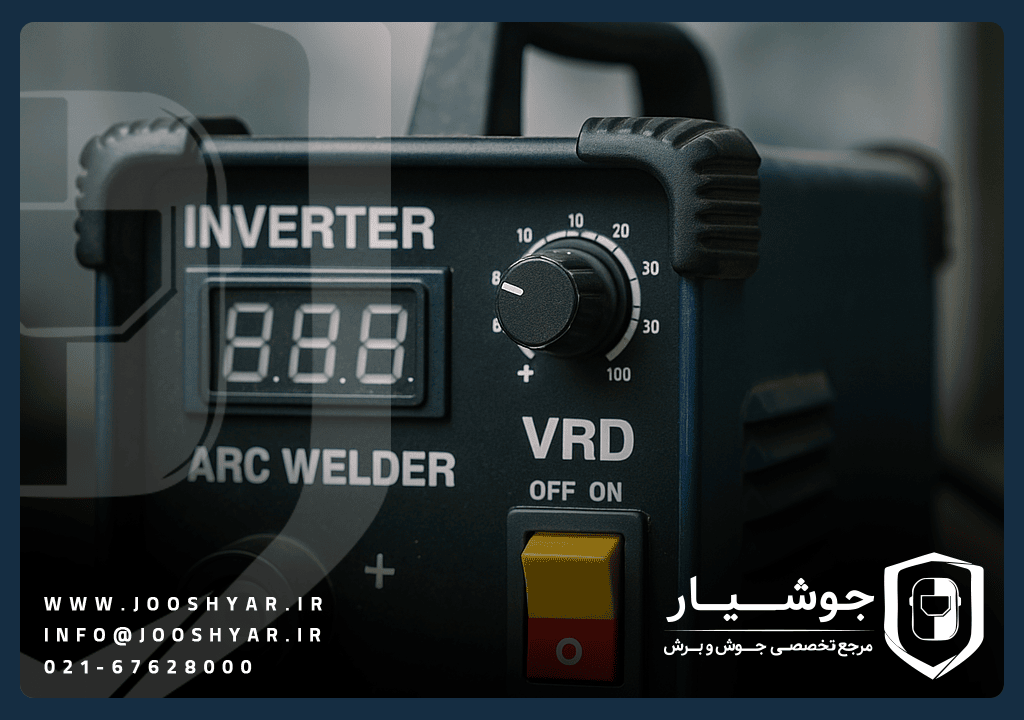
بهینهسازی فرآیند جوشکاری
برای افزایش بهرهوری و کاهش هزینه، توصیه میشود از دستگاههای اینورتر جوشکاری استفاده شود. این دستگاهها با کنترل دقیقتر پارامترها، مصرف انرژی را کاهش میدهند. بهرهگیری از تجهیزات خنککننده، بازوهای رباتیک و میزهای CNC نیز میتواند دقت و سرعت عملیات را به شکل چشمگیری افزایش دهد.
جمعبندی
جوشکاری ذوبی یکی از مؤثرترین و گستردهترین روشهای اتصال فلزات در صنایع گوناگون است. این تکنیک، بهواسطه قابلیت انطباق بالا، تنوع فرآیندها، و استحکام نهایی اتصالات، در پروژههای بزرگ و حساس جایگاه ویژهای دارد. با رعایت اصول فنی و ایمنی، میتوان از این فناوری بهگونهای بهره گرفت که هم کیفیت نهایی کار افزایش یابد و هم هزینهها بهصورت مؤثر کاهش یابد.