مقدمه
جوشکاری یکی از مهمترین فرآیندهای اتصال در صنایع مختلف از جمله خودروسازی، ساختمانسازی، کشتیسازی و خطوط تولید صنعتی است. در میان روشهای مختلف جوشکاری، جوشکاری CO2 یا جوشکاری با گاز دیاکسید کربن یکی از رایجترین و اقتصادیترین روشها در سطح جهانی محسوب میشود. اما سؤال اصلی این است: جوشکاری CO2 چیست؟
در این مقاله بهطور کامل به بررسی مفهوم، اصول عملکرد، مزایا، معایب، تجهیزات مورد نیاز و نکات کاربردی درباره جوشکاری CO2 خواهیم پرداخت تا پاسخی جامع برای پرسش «جوشکاری CO2 چیست؟» ارائه دهیم.
تعریف جوشکاری CO2
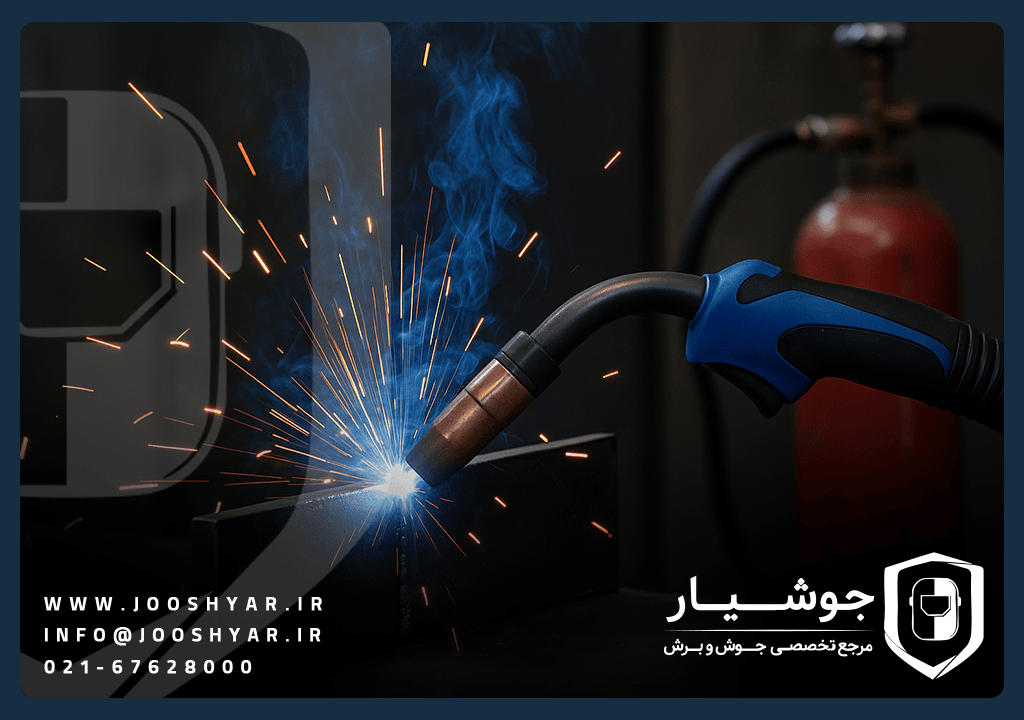
برای پاسخ دقیق به سؤال «جوشکاری CO2 چیست؟» باید ابتدا با تعریف آن آشنا شویم. جوشکاری CO2 در واقع یک نوع از فرآیند جوشکاری قوس الکتریکی با استفاده از گاز محافظ است که در آن از گاز دیاکسید کربن (CO2) بهعنوان گاز محافظ در اطراف قوس استفاده میشود. این روش یکی از زیرمجموعههای جوشکاری MIG/MAG به شمار میرود که در آن گاز محافظ از نوع فعال است (MAG = Metal Active Gas).
در این روش، سیم جوش بهصورت پیوسته به منطقه اتصال تغذیه میشود، قوس الکتریکی بین نوک سیم و قطعه کار ایجاد شده و گرمای حاصل، فلزات را ذوب کرده و باعث جوش خوردن آنها میشود.
ویژگیهای کلیدی جوشکاری CO2
برای درک بهتر اینکه جوشکاری CO2 چیست؟، درک ویژگیهای اصلی آن ضروری است:
استفاده از گاز محافظ CO2
تغذیه پیوسته سیم جوش از طریق تورچ
قوس الکتریکی با حرارت بالا و تمرکز نقطهای
مناسب برای جوشکاری فلزات آهنی، بهویژه فولادهای کمکربن و متوسط
قابلیت استفاده در حالتهای مختلف از جمله عمودی، افقی، سقفی و تخت
چرا از CO2 استفاده میشود؟
استفاده از CO2 بهعنوان گاز محافظ، مزایای خاصی دارد که موجب محبوبیت این روش شده است:
گرچه گاز CO2 نسبت به آرگون خالص فعالتر است و ممکن است باعث اکسید شدن سطح جوش شود، اما در اغلب کاربردهای صنعتی، کیفیت آن کاملاً قابل قبول و اقتصادی است.
اجزای اصلی تجهیزات جوشکاری CO2
در ادامه بررسی اینکه جوشکاری CO2 چیست؟ باید با تجهیزات مورد نیاز آشنا شویم:
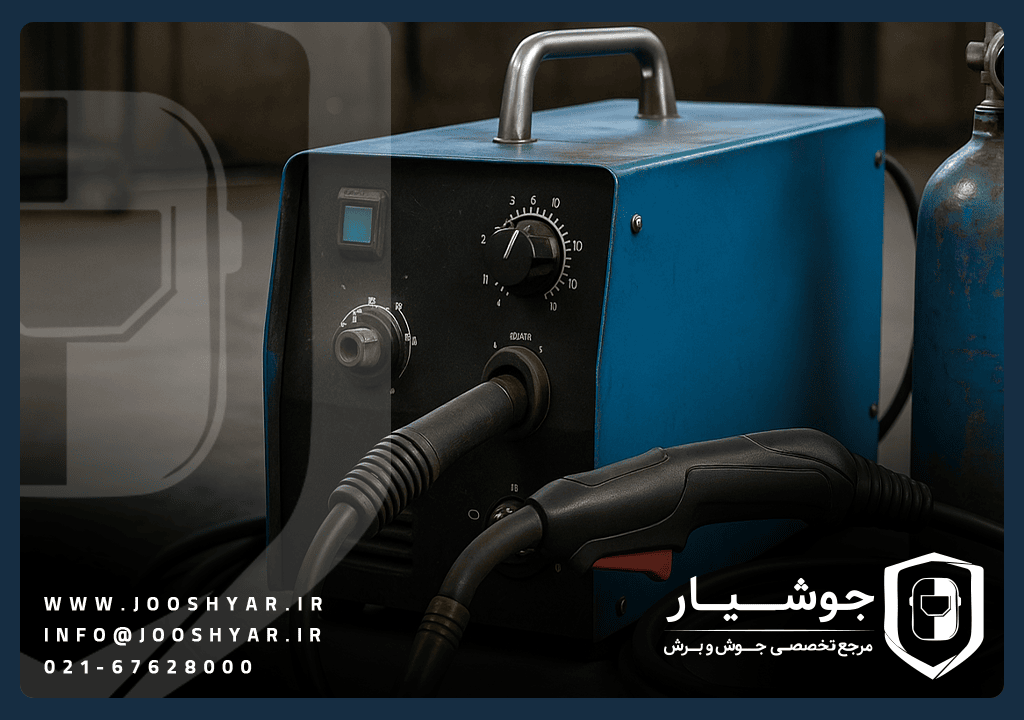
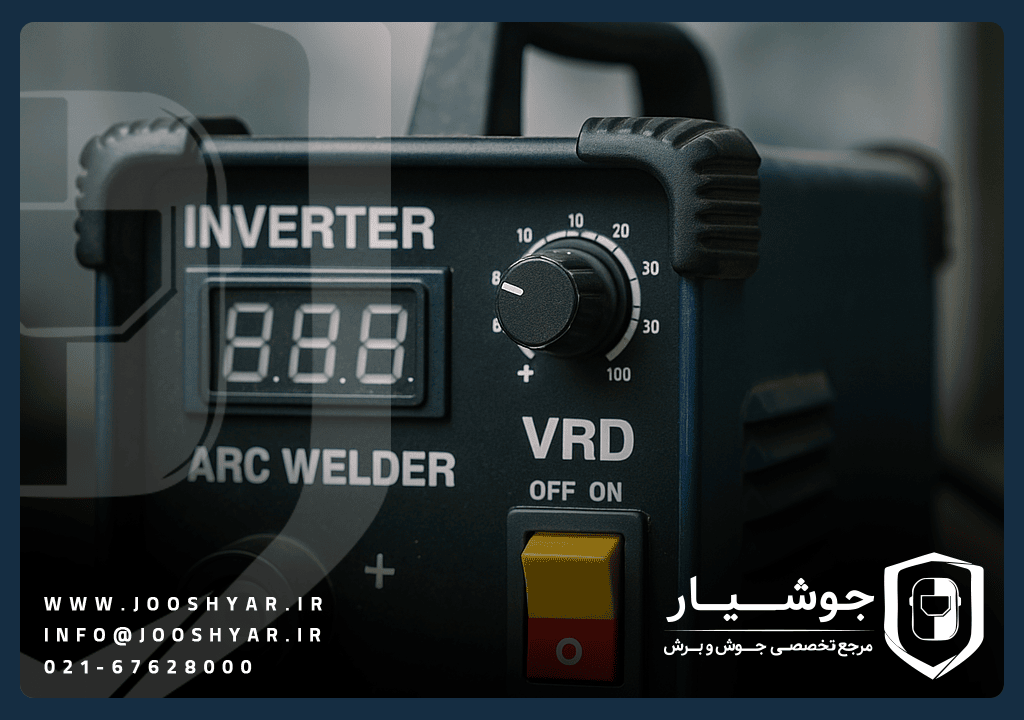
۱. دستگاه جوش (منبع تغذیه)
ولتاژ مستقیم با قابلیت تنظیم جریان و ولتاژ خروجی برای کنترل حرارت.
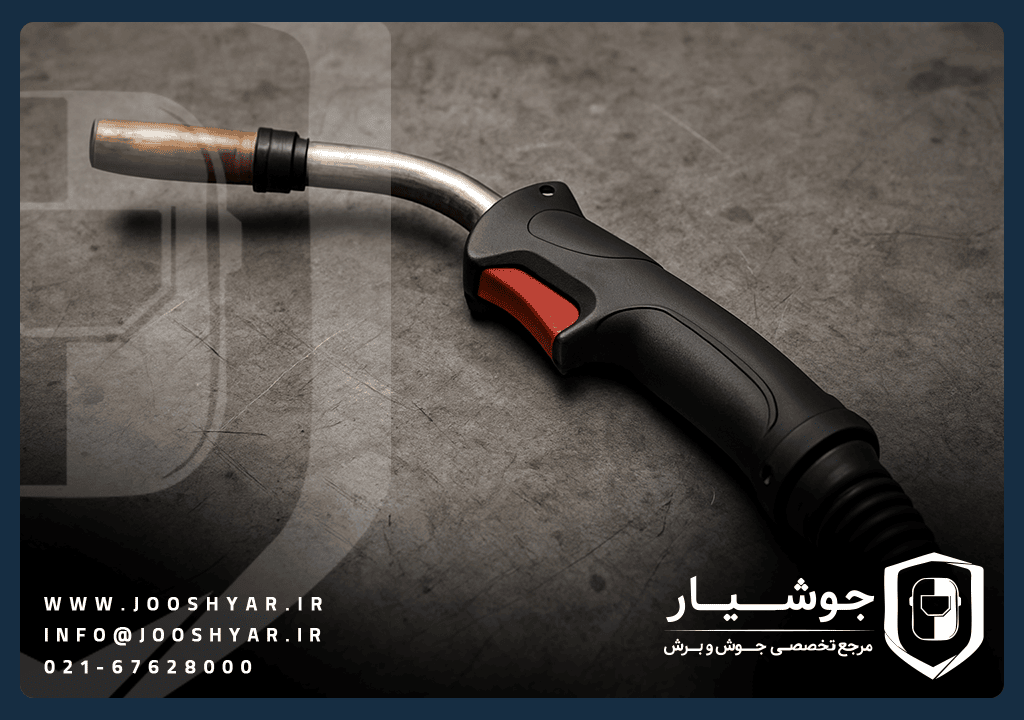
۲. تورچ جوشکاری
ابزاری دستی برای هدایت سیم جوش و گاز محافظ به ناحیه قوس.
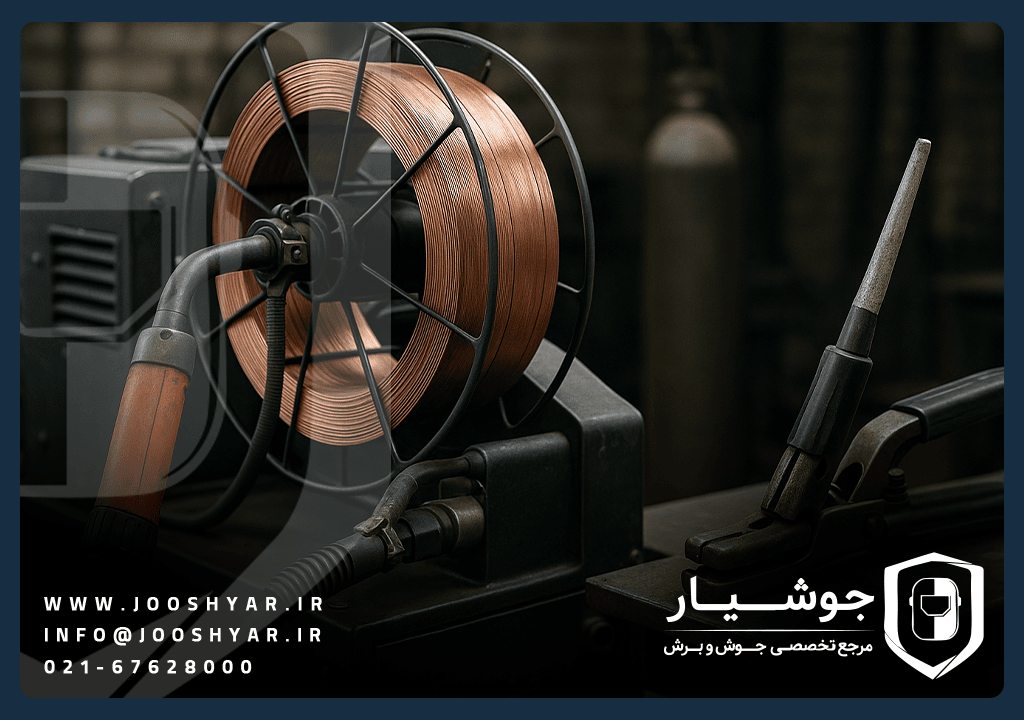
۳. سیم جوش (Filler Wire)
بهصورت رول در دستگاه قرار گرفته و پیوسته تغذیه میشود.
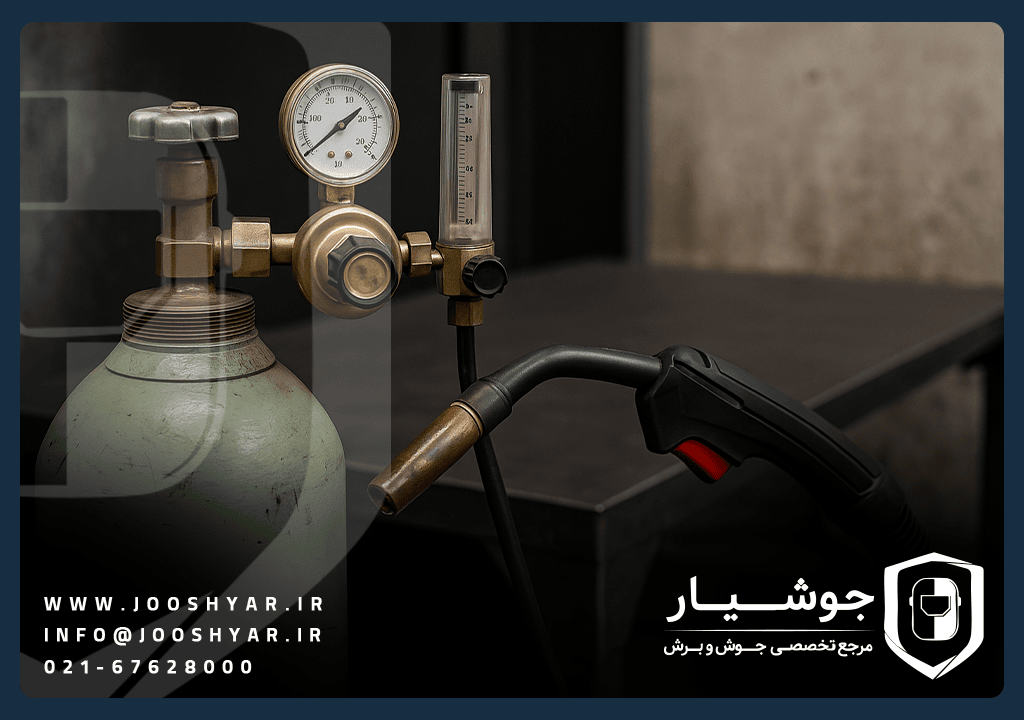
۴. سیلندر گاز CO2
منبع گاز محافظ با رگلاتور و گرمکن در صورت نیاز.
۵. رگلاتور و دبیسنج
برای تنظیم فشار و دبی گاز CO2.
۶. کابل و گیره اتصال زمین
تکمیلکننده مدار الکتریکی جوش.
فرآیند انجام جوشکاری CO2 چگونه است؟
فرآیند این نوع جوشکاری به شرح زیر است:
سیم جوش از طریق تورچ و با کمک سیستم تغذیه، به ناحیه جوش هدایت میشود.
همزمان، گاز CO2 از نازل تورچ خارج شده و ناحیه قوس و جوش را از هوا ایزوله میکند.
قوس الکتریکی بین سیم و قطعه فلزی ایجاد شده و موجب ذوب شدن هر دو میشود.
سیم جوش نیز ذوب شده و بهعنوان فلز پرکننده، محل اتصال را پر میکند.
پس از سرد شدن، دو قطعه فلزی به یکدیگر جوش میخورند.