مقدمه
در صنایع فلزی و پروژههای ساختوساز، برش دقیق و سریع فلزات یک نیاز حیاتی است. یکی از رایجترین و اقتصادیترین روشهای انجام این عملیات، برشکاری هواگاز یا برش اکسیاستیلن است. در قلب این فرآیند ابزاری قرار دارد که نقش کلیدی در کنترل و هدایت گازها بر عهده دارد؛ نام این ابزار سرپیک برشکاری هواگاز است. این مقاله بهصورت جامع به معرفی، نحوه عملکرد، انواع، اجزا، مزایا و نکات ایمنی مرتبط با سرپیک برشکاری هواگاز میپردازد.
سرپیک برشکاری هواگاز چیست؟
سرپیک برشکاری ابزاری دستی است که برای هدایت و ترکیب گازهای سوختی (معمولاً استیلن) و اکسیژن جهت تولید شعلهی لازم برای برش فلزات بهکار میرود. این ابزار نقطه اتصال اپراتور با فرآیند برش است و نقش آن در کنترل دما، شکل شعله و دقت عملیات برشگری غیرقابل انکار است.
ساختار و عملکرد سرپیک برشکاری هواگاز
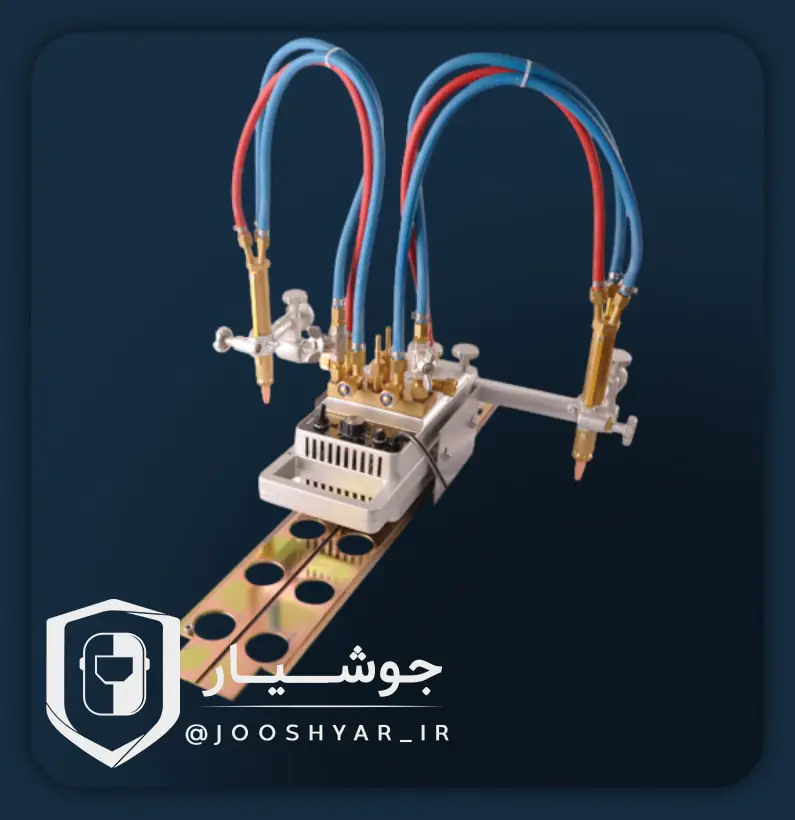
سرپیک برش هواگاز از طریق دو شلنگ به مخازن اکسیژن و استیلن متصل میشود. با تنظیم میزان جریان هر گاز، شعلهای با دمای بسیار بالا در نازل سرپیک شکل میگیرد که قادر به گرم کردن فلز تا دمای احتراق آن است. سپس با فشردن اهرم اکسیژن، شعله تقویت شده و برش فلز آغاز میشود.
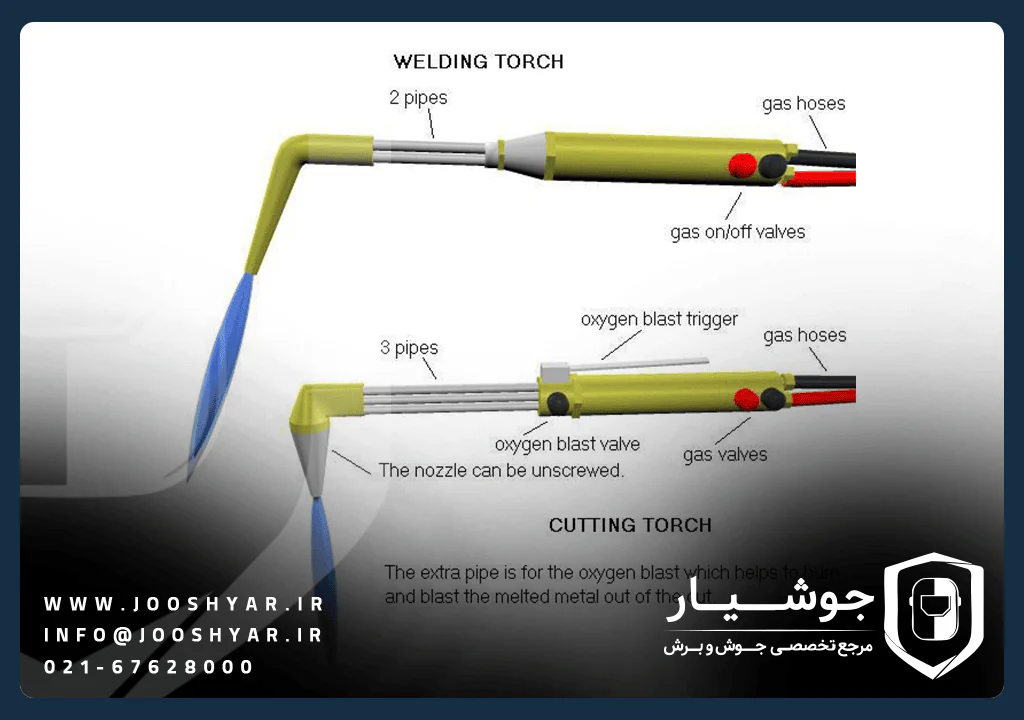
اجزای اصلی سرپیک معمولاً شامل موارد زیر هستند:
بدنه اصلی: محل عبور گازها و کنترل آنها
دسته یا گیره نگهدارنده: طراحی شده برای راحتی اپراتور
شیرهای تنظیم: کنترل جریان اکسیژن و گاز سوختنی
اهرم یا ماشه اکسیژن فشار قوی: برای فعالسازی لحظهای جریان اکسیژن
نازل (Tip): محل خروج شعله و نقطه تمرکز انرژی گرمایی
دریچه برگشت شعله (Flashback Arrestor): جلوگیری از بازگشت شعله به شلنگ
اصول عملکرد سرپیک برشکاری هواگاز
برخلاف برش مکانیکی یا پلاسما، در برش هواگاز از دمای بالا و اکسیداسیون کنترلشده فلز استفاده میشود. ابتدا فلز تا دمای حدود ۹۰۰ تا ۱۲۰۰ درجه سانتیگراد گرم میشود. سپس با افزایش اکسیژن، فلز بهصورت کنترلشده میسوزد و مواد مذاب از خط برش جدا میشود.
فرآیند به سه مرحله اصلی تقسیم میشود:
پیشگرمایش: ترکیب اولیه اکسیژن و استیلن شعلهای تولید میکند که فلز را گرم میکند.
شروع برش: با فشار دادن اهرم اکسیژن، جریان پرقدرت اکسیژن به شعله اضافه میشود.
ادامه برش: اپراتور سرپیک را با حرکت یکنواخت هدایت میکند تا خط برش کامل شود.
انواع سرپیک برشکاری هواگاز
در بازار تجهیزات جوش و برش، سرپیکهای متنوعی بر اساس طراحی، ظرفیت و نوع کاربرد موجود هستند. مهمترین آنها عبارتاند از:
۱. سرپیک برش مستقیم (Straight Cutting Torch)
نوع کلاسیک و رایج در صنایع
دارای نازل خطی و مناسب برای برش مستقیم
مورد استفاده در اسکلتسازی و ساخت سازههای فلزی
۲. سرپیک برش زاویهدار (Injector Type)
۳. سرپیک چندکاره (Multi-purpose Torch)
ویژگیهای یک سرپیک برشکاری استاندارد
برای اینکه عملیات برش با ایمنی و کیفیت بالا انجام شود، سرپیک مورد استفاده باید ویژگیهای زیر را داشته باشد:
جنس بدنه مقاوم در برابر حرارت و ضربه
نازلهای قابل تعویض برای کاربردهای گوناگون
اهرم نرم و واکنش سریع
وزن متعادل برای کار طولانیمدت
دارای استانداردهای ایمنی بینالمللی
مجهز به سیستم ضد برگشت شعله (چکوالو)