مقدمه
در محیطهای صنعتی و پروژههای جوشکاری، آگاهی از مشخصات فنی تجهیزات یکی از مهمترین عوامل در کیفیت، ایمنی و راندمان کار است. در این میان، یکی از مفاهیم کلیدی که کمتر به آن توجه میشود، چرخه کاری یا همان Duty Cycle است. بسیاری از کاربران با این واژه آشنا نیستند یا به اهمیت آن بیتوجهی میکنند. هدف این مقاله، بررسی ساده اما حرفهای مفهوم چرخه کاری در ماشینهای جوشکاری و تأثیر آن بر عملکرد دستگاه است.
چرخه کاری یعنی چه؟
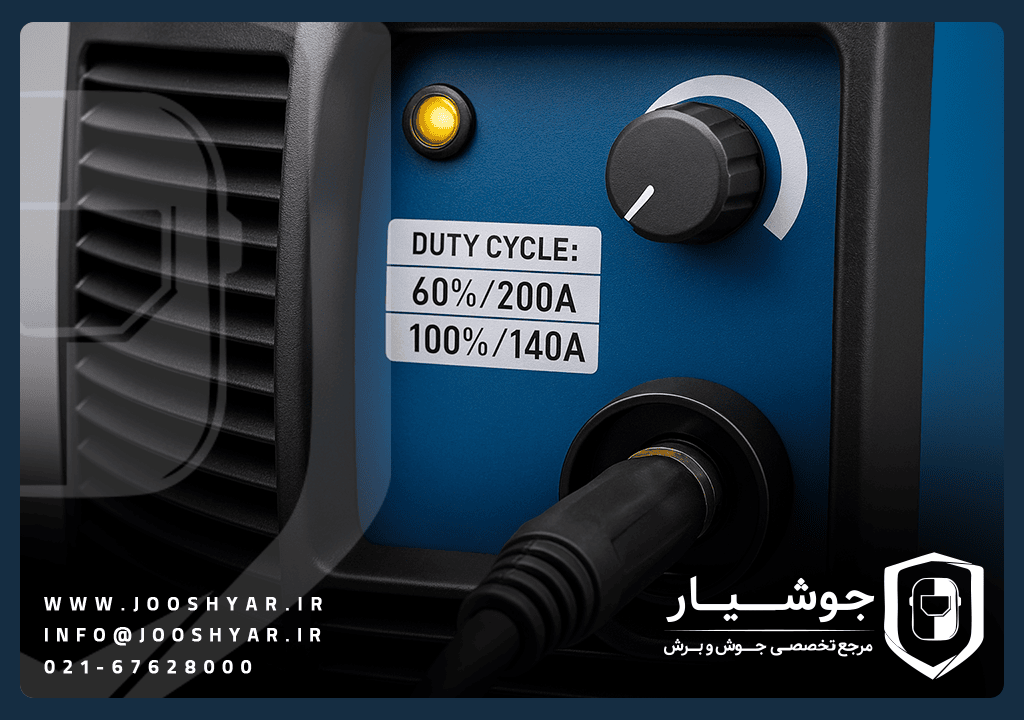
چرخه کاری مدتزمانی را مشخص میکند که یک دستگاه جوش میتواند بدون وقفه کار کند، آن هم بدون اینکه دمای داخلی بیش از حد افزایش یابد. این مدتزمان معمولاً در بازهای ۱۰ دقیقهای سنجیده میشود. برای نمونه، اگر مشخصات دستگاه نشان دهد که چرخه کاری آن ۶۰ درصد در ۲۰۰ آمپر است، به این معناست که دستگاه اجازه دارد ۶ دقیقه با این شدت جریان جوشکاری کند، سپس باید ۴ دقیقه خنک شود.
چرا دانستن چرخه کاری اهمیت دارد؟
درک درست از چرخه کاری، مزایای متعددی دارد. این شاخص به کاربر کمک میکند تا از داغ شدن بیش از حد دستگاه جلوگیری کند. همچنین باعث افزایش طول عمر دستگاه، حفظ کیفیت جوش و ارتقاء ایمنی میشود. اغلب افراد تنها به توان خروجی یا آمپر دستگاه توجه میکنند، در حالی که چرخه کاری تعیین میکند آن توان چه مدت قابل استفاده است.
نحوه نمایش چرخه کاری روی دستگاه
تولیدکنندگان معمولاً اطلاعات مربوط به چرخه کاری را روی پلاک مشخصات دستگاه یا در دفترچه راهنما درج میکنند. این اطلاعات بهصورت درصد و آمپر ذکر میشوند، مثل:
در این مثال، دستگاه میتواند در جریان ۲۰۰ آمپر فقط ۶ دقیقه از هر ۱۰ دقیقه جوشکاری کند. اما در جریان ۱۴۰ آمپر، بهصورت پیوسته بدون توقف کار میکند.
عوامل مؤثر بر چرخه کاری
چرخه کاری عددی وابسته به شرایط کاری است و تحتتأثیر فاکتورهای مختلفی قرار میگیرد:
شدت جریان خروجی: هر چه جریان بالاتر باشد، دستگاه زودتر داغ میشود و مدتزمان مجاز برای جوشکاری کاهش مییابد.
دمای محیط: شرایط محیطی، بهویژه دمای اطراف، بر راندمان خنکسازی دستگاه تأثیر مستقیم دارد. در فضاهای گرمتر، دستگاه سریعتر به حد مجاز دما میرسد.
سیستم خنککننده داخلی: کیفیت فنها، طراحی تهویه و قدرت سیستمهای حرارتی در کنترل دمای دستگاه نقش حیاتی دارند. مدلهای صنعتی معمولاً تهویه بهتر و چرخه کاری بالاتری دارند.
انواع دستگاههای جوش از نظر چرخه کاری
همه دستگاههای جوش مشابه نیستند. از نظر چرخه کاری، میتوان آنها را در سه گروه اصلی تقسیم کرد:
۱. مدلهای خانگی یا سبک
این نوع دستگاهها برای استفادههای کوتاهمدت و محدود طراحی شدهاند. معمولاً چرخه کاری آنها در حدود ۲۰ تا ۴۰ درصد است.
۲. دستگاههای نیمهصنعتی
برای کارگاههای کوچک و مشاغل فنی سبک، این گروه مناسب است. چرخه کاری بین ۴۰ تا ۶۰ درصد در این مدلها رایج است.
۳. ماشینهای صنعتی
این دسته برای مصارف حرفهای، پروژههای سنگین و جوشکاری مداوم طراحی شدهاند. چرخه کاری آنها معمولاً از ۶۰ درصد شروع میشود و در برخی مدلها به ۱۰۰ درصد میرسد.