مرحله چهارم: تنظیم و تست اولیه دستگاه
در این بخش باید تنظیمات دستگاه جوش تیگ را با توجه به فلز مورد نظر انجام دهید:
شدت جریان (آمپر): بسته به ضخامت فلز
نوع جریان (AC یا DC)
پیشگاز و پسگاز: برای محافظت بهتر از نقطه جوش
تایم بالا رفتن و پایین آمدن جریان: مخصوص جوشهای حساس
قبل از شروع کار اصلی، چند جوش آزمایشی روی نمونههای مشابه بزنید تا تنظیمات دقیق را پیدا کنید. همین مرحله در کیفیت نهایی جوش بسیار مؤثر است و نباید از آن غافل شد.
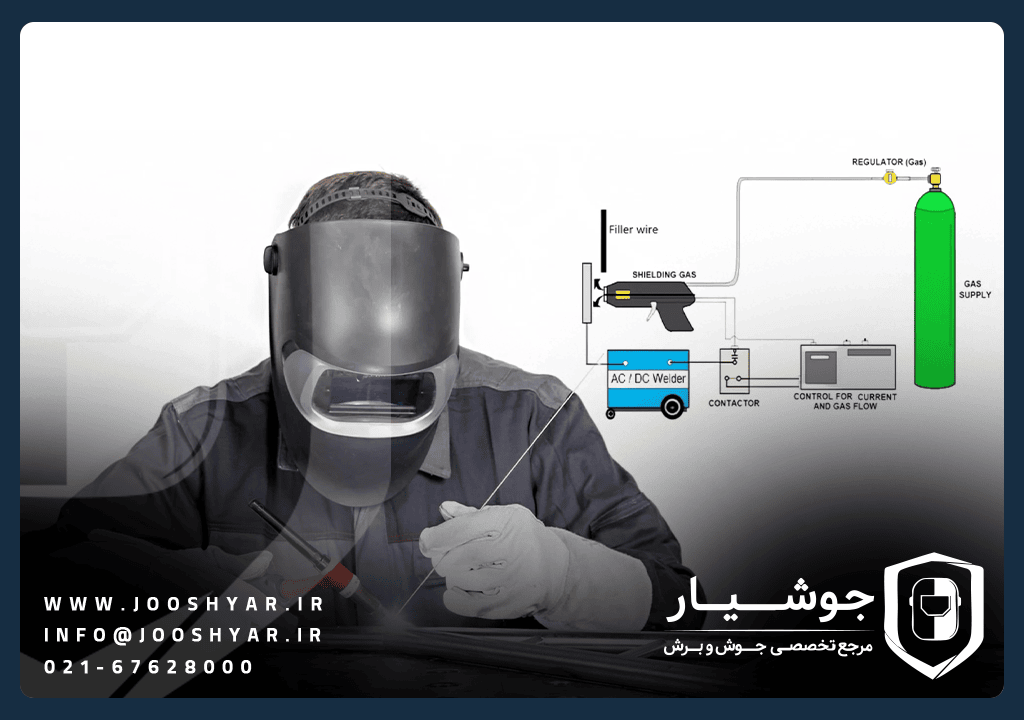
مرحله پنجم: ایمنی در راه اندازی جوشکاری تیگ
هرچند گازهای بیاثر مثل آرگون قابل اشتعال نیستند، اما وجود برق با شدت بالا، نور ماورای بنفش و گرمای زیاد، رعایت اصول ایمنی را الزامی میکند.
حتماً از ماسک جوشکاری با محافظ UV استفاده کنید.
پوست خود را از نور جوش محافظت کنید.
تجهیزات الکتریکی را از رطوبت دور نگه دارید.
برای نصب رگلاتور گاز، حتماً از آچار مخصوص استفاده کنید تا نشتی گاز نداشته باشید.
مرحله ششم: کنترل کیفیت و پایش جوشکاری
پس از اجرای جوشها، باید کیفیت آنها را بررسی کرد. در جوشکاری تیگ، چون ظاهر جوش تمیز و ظریف است، برخی نقصها بهراحتی قابل تشخیص نیستند. در این مرحله، موارد زیر را بررسی کنید:
یکنواختی عرض جوش و عدم وجود سوختگی در لبهها
عدم وجود ترک، خلل و فرج (Porosity) یا لکههای سوخته
نفوذ مناسب جوش در کل ضخامت فلز
برای پروژههای حساس، استفاده از روشهای تست غیرمخرب (NDT) مثل تست مایع نافذ (PT) یا تست التراسونیک (UT) نیز توصیه میشود.
مرحله هفتم: نگهداری و سرویس تجهیزات
یکی از ارکان موفقیت در راه اندازی جوشکاری تیگ در کارگاه، نگهداری مداوم و صحیح از تجهیزات است. جوشکاری تیگ به دلیل نیاز به دقت بالا، بسیار وابسته به سلامت تجهیزات است.
برخی از اقدامات ضروری نگهداری شامل موارد زیر است:
تمیز کردن نوک الکترود تنگستن پس از هر چند دقیقه جوشکاری
بررسی نازل تورچ برای گرفتگی یا سوختگی
بررسی منظم کابلها و اتصالات
تست عدم نشتی در رگلاتور و شیلنگ گاز
سرویس دورهای دستگاه طبق توصیه سازنده
این مراقبتها نهتنها عمر دستگاه را افزایش میدهند، بلکه کیفیت جوش نهایی را تضمین میکنند.
مرحله هشتم: عیبیابی رایج در جوشکاری تیگ
در مسیر راه اندازی جوشکاری تیگ در کارگاه ممکن است با ایراداتی مواجه شوید. آشنایی با علائم و راهکارهای آنها کمک میکند سریعتر به وضعیت مطلوب بازگردید.
جوش سوراخدار یا حبابدار: احتمال وجود آلودگی روی فلز یا کمبود گاز محافظ
الکترود بیش از حد میسوزد: تنظیم نادرست جریان یا فاصله نادرست از قطعه
پاشش جرقه یا جرقهزدن الکترود: تماس مستقیم الکترود با قطعه یا استفاده از گاز نامناسب
شعله ناپایدار: نشتی گاز یا فشار نامتعادل
حل این موارد، نهتنها عملکرد دستگاه را بهتر میکند، بلکه مانع از اتلاف وقت و هزینه میشود.
مرحله نهم: آموزش نیروی کار و تدوین دستورالعمل
برای اینکه راه اندازی جوشکاری تیگ بهطور مداوم و قابل اتکا در کارگاه انجام شود، لازم است دستورالعملهای مکتوب و آموزشهای کاربردی در نظر گرفته شود:
آموزش نحوه تنظیم دستگاه تیگ برای انواع فلزات
نحوه تیز کردن الکترود تنگستن
روش صحیح جوشکاری با یا بدون فیلر
آموزش ایمنی و رفتار با گازهای صنعتی
وجود نیروهای آموزشدیده، مانع از بروز خطاهای فنی و خطرات ایمنی میشود و به بهبود کیفیت نهایی پروژهها کمک میکند.
مرحله دهم: بهینهسازی فرآیند و افزایش بهرهوری
در نهایت، برای آنکه راه اندازی جوشکاری تیگ در کارگاه تنها یک فعالیت اولیه نباشد و به یک فرآیند مستمر و مؤثر تبدیل شود، لازم است از بازخوردهای عملیاتی و بهینهسازی مستمر استفاده شود:
مقایسه نتایج جوش با تنظیمات مختلف دستگاه
استفاده از تایمر برای مدیریت زمان جوشکاری
ثبت کیفیت جوشها برای اپراتورهای مختلف
انتخاب ابزارهای جدید مثل پدال کنترل جریان یا فیلرهای با آلیاژ خاص
با استفاده از این روشها، میتوان جوشکاری تیگ را از یک فعالیت فنی ساده، به یک فرآیند حرفهای و رقابتی در کارگاه تبدیل کرد.