جوشکاری قوس الکتریکی چیست؟ | انواع جوش قوس الکتریکی
مقدمه
در دنیای صنعت، جوشکاری بهعنوان یکی از حیاتیترین روشها برای اتصال دائم فلزات شناخته میشود. این فرآیند با استفاده از منابع مختلف انرژی انجام میشود که یکی از رایجترین آنها، جوشکاری قوس الکتریکی است. اما واقعاً جوشکاری قوس الکتریکی چیست؟ و چه مزایا و انواعی دارد؟ این پرسشی است که برای بسیاری از افراد در حوزه فنی، صنعتی و حتی علاقهمندان به یادگیری مطرح است.
در این مقاله بهطور کامل، اصول عملکرد، تجهیزات، مزایا، کاربردها و انواع مختلف جوشکاری قوس الکتریکی را بررسی خواهیم کرد. این محتوا با رعایت اصول خوانایی، بهینهسازی موتور جستوجو و نگارش حرفهای، برای مطالعه و استفاده تخصصی یا عمومی کاملاً مناسب است.
جوشکاری قوس الکتریکی چیست؟
جوشکاری قوس الکتریکی (Arc Welding) یکی از متداولترین روشهای جوشکاری است که در آن از گرمای ایجاد شده توسط قوس الکتریکی برای ذوب کردن فلزات استفاده میشود. قوس الکتریکی زمانی ایجاد میشود که جریان برق بین یک الکترود و قطعه کار جریان یابد. دمای بسیار بالای این قوس باعث ذوب شدن سطح فلز و در نهایت، اتصال دو قطعه میشود.
در پاسخ به اینکه جوشکاری قوس الکتریکی چیست؟ باید گفت: این روش، سادهترین، ارزانترین و درعینحال، مؤثرترین راه برای اتصال فلزات است. استفاده گسترده آن در صنایع بزرگ، کارگاههای کوچک و حتی در تعمیرات خانگی گواه بر همین موضوع است.
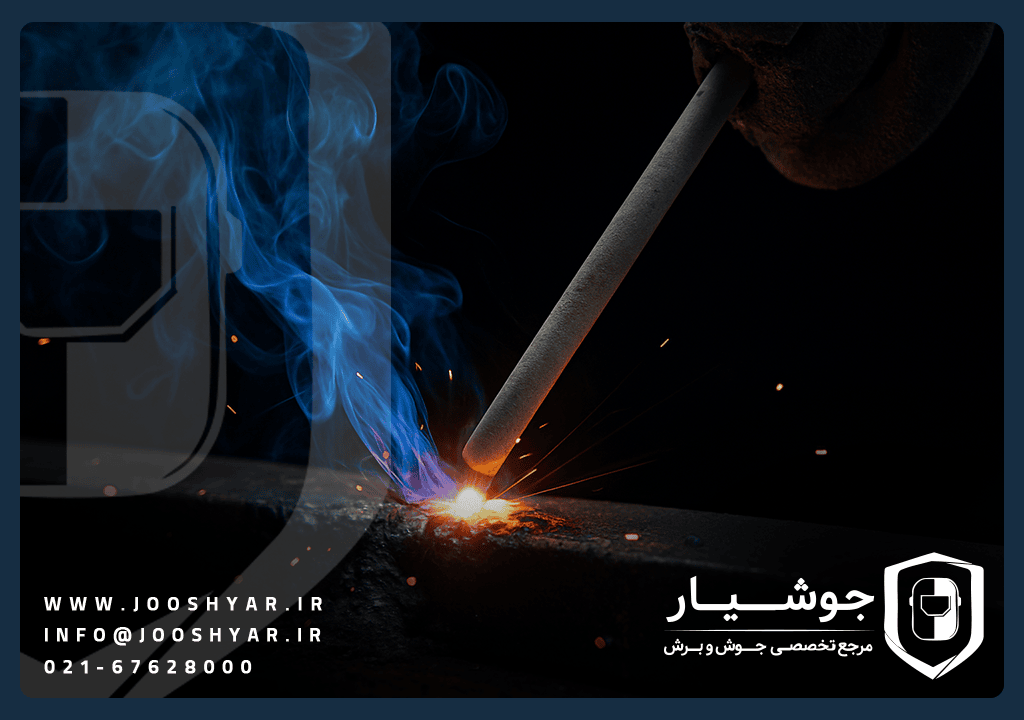
چگونه قوس الکتریکی ایجاد میشود؟
برای درک بهتر اینکه جوشکاری قوس الکتریکی چیست؟ باید نحوهی تشکیل قوس را بدانید. زمانی که الکترود (سیم جوش یا میله جوش) با سطح فلز تماس یافته و سپس کمی فاصله بگیرد، جریان الکتریکی از هوای میان آن عبور میکند. این عبور، باعث ایجاد یک قوس الکتریکی با دمایی بین 3000 تا 5000 درجه سانتیگراد میشود که برای ذوب کردن فلز کافی است.
این قوس باعث ذوب شدن بخشی از قطعه و بخشی از الکترود میشود. پس از سرد شدن، این دو فلز به هم متصل میشوند و یک جوش دائمی شکل میگیرد.
تجهیزات مورد نیاز در جوشکاری قوس الکتریکی
برای اجرای اصولی این روش جوشکاری، نیاز به تجهیزات خاصی دارید:
منبع تغذیه الکتریکی: این منبع میتواند جریان مستقیم (DC) یا متناوب (AC) باشد.
الکترود: بسته به نوع فرآیند، الکترود میتواند مصرفی یا غیرمصرفی باشد.
کابل و گیره اتصال زمین: برای تکمیل مدار الکتریکی و جلوگیری از شوک الکتریکی.
کلاه و ماسک جوشکاری: برای محافظت از چشم در برابر نور شدید قوس.
دستکش و لباس ایمنی: برای جلوگیری از سوختگی و آسیبهای ناشی از حرارت.
مزایای جوشکاری قوس الکتریکی
یکی از دلایلی که باید بدانیم جوشکاری قوس الکتریکی چیست؟ این است که مزایای گستردهای دارد. برخی از آنها عبارتاند از:
هزینهی پایین تجهیزات نسبت به سایر روشها؛
مناسب برای اتصال فلزات ضخیم و نازک؛
قابل استفاده در فضای باز و بسته؛
تنوع در فرآیندها و الکترودها؛
قابل حمل بودن تجهیزات و کاربرد در محل پروژه.
معایب و محدودیتهای جوشکاری قوس الکتریکی
با وجود مزایای بسیار، این روش معایبی نیز دارد که درک آنها به تصمیمگیری بهتر کمک میکند:
تولید دود و بخار زیاد که نیاز به تهویه دارد؛
نیاز به مهارت در حفظ فاصله قوس؛
احتمال ایجاد ترک، حفره یا نفوذ نامناسب در صورت جوشکاری غیراستاندارد؛
نیاز به پاکسازی سطح پس از جوش (بهخصوص در روشهای الکترود پوششدار).
انواع جوشکاری قوس الکتریکی
در ادامه بررسی اینکه جوشکاری قوس الکتریکی چیست؟ باید با انواع اصلی این روش نیز آشنا شوید. بسته به نوع الکترود، نوع گاز محافظ و کاربرد، جوشکاری قوس به چند دسته تقسیم میشود:
1. جوشکاری با الکترود دستی (SMAW)
این روش، متداولترین نوع جوشکاری قوس است که به آن جوشکاری قوس دستی یا الکترود پوششدار نیز میگویند. الکترود در این روش مصرفی است و با ایجاد قوس، ذوب شده و حوضچهی جوش را پر میکند.
ویژگیها:
تجهیزات ساده
مناسب برای تعمیرات و پروژههای سبک
قابل استفاده در فضای باز
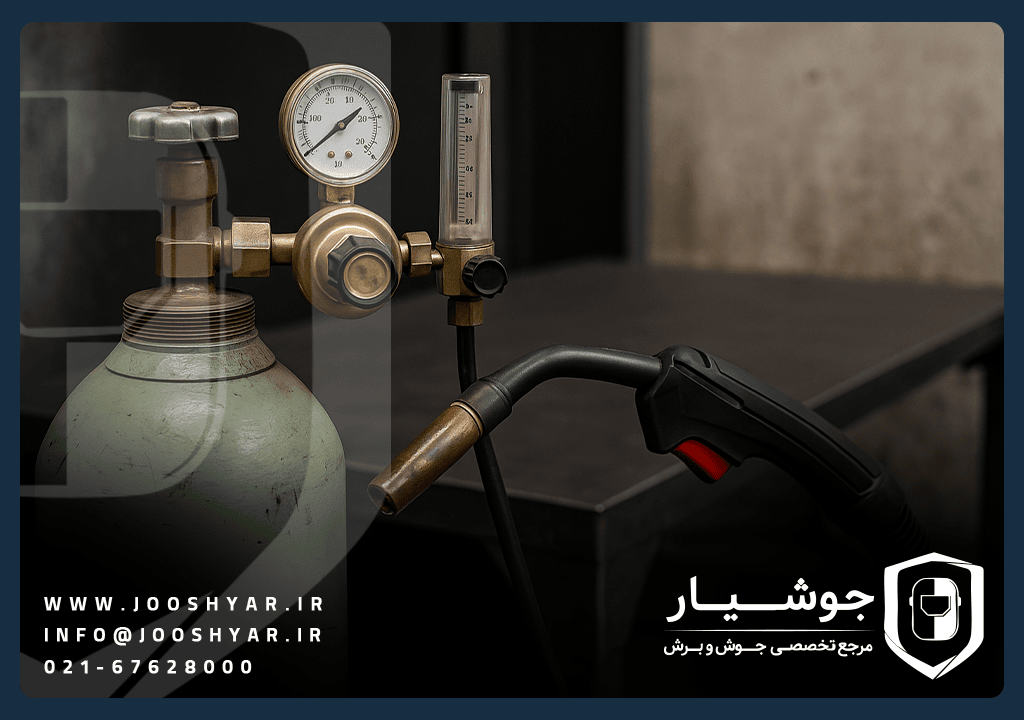
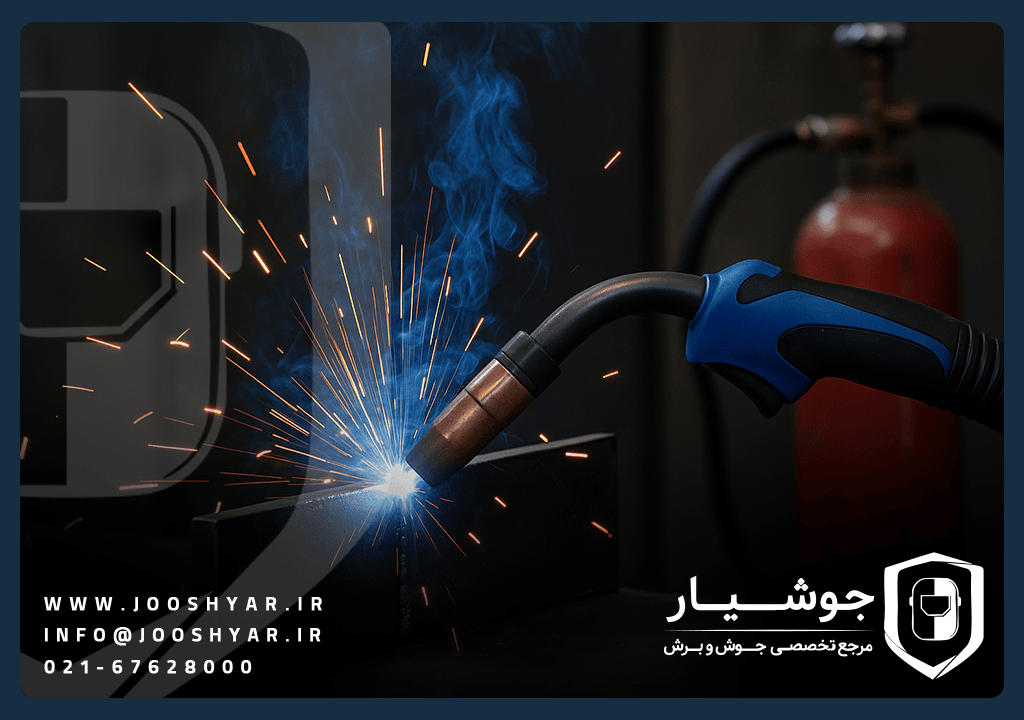
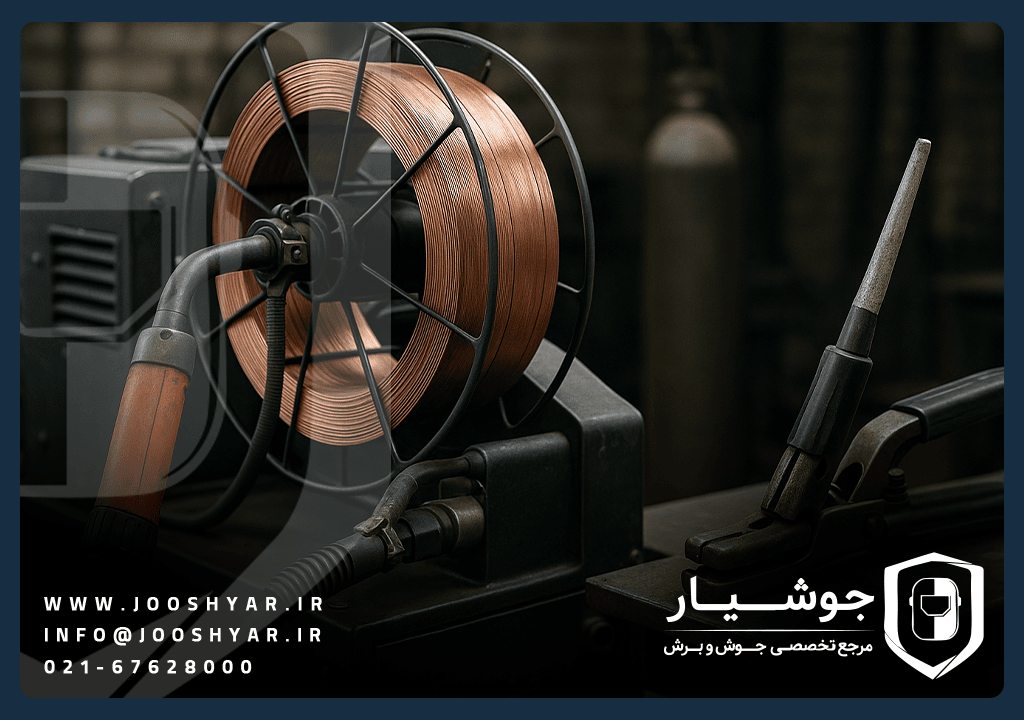
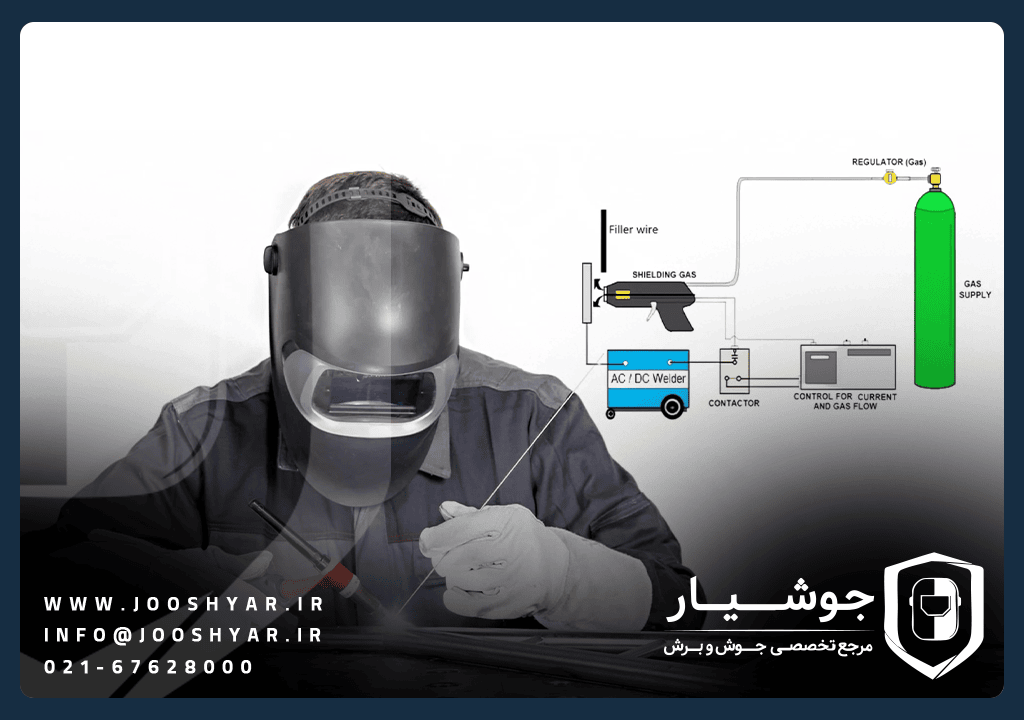
2. جوشکاری با گاز محافظ فلزی (MIG/MAG)
در این روش، از سیم جوش بهصورت پیوسته استفاده میشود که از طریق تفنگ جوشکاری به منطقهی جوش تغذیه میشود. گاز آرگون یا CO₂ نیز برای محافظت از منطقه جوش استفاده میشود.
ویژگیها:
مناسب برای تولید انبوه
سرعت بالا و پاشش کم
نیاز به تجهیزات پیشرفتهتر
3. جوشکاری قوس تنگستن با گاز محافظ (TIG)
در این روش از الکترود غیرمصرفی تنگستن استفاده میشود. قوس بین این الکترود و قطعه شکل میگیرد و اگر نیاز به پرکننده باشد، بهصورت جداگانه به منطقهی جوش اضافه میشود.
ویژگیها:
مناسب برای فلزات غیرآهنی مانند آلومینیوم و تیتانیوم
کیفیت جوش بسیار بالا
مناسب برای جوشهای ظریف


تنگستن سبز
2,250,000 تومان – 650,000 تومانPrice range: 650,000 تومان through 2,250,000 تومان






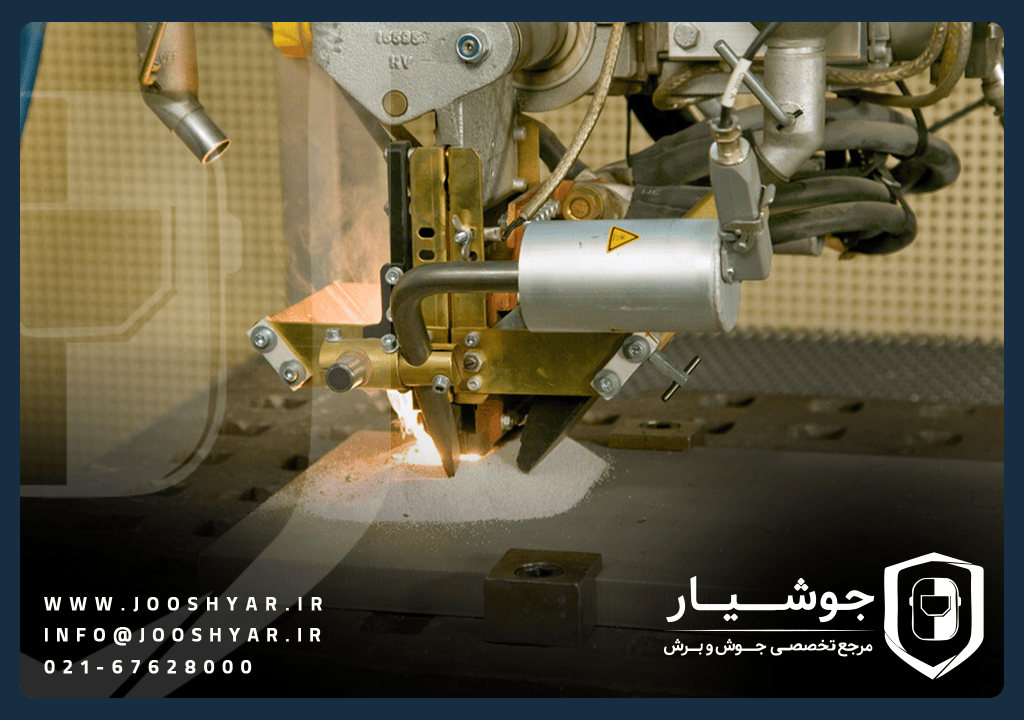
4. جوشکاری زیر پودری (SAW)
در این روش، قوس الکتریکی زیر لایهای از پودر محافظ ایجاد میشود که نهتنها از منطقه جوش محافظت میکند بلکه در فرآیند جوش نیز نقش دارد.
ویژگیها:
مناسب برای پروژههای سنگین
بدون پاشش و با کیفیت بالا
نیاز به تجهیزات خاص
کاربردهای جوشکاری قوس الکتریکی
یکی از دلایلی که باید بدانیم جوشکاری قوس الکتریکی چیست؟، کاربرد گسترده آن در حوزههای مختلف صنعتی و فنی است. این روش در بسیاری از پروژهها بهعنوان راهحل اصلی برای اتصال فلزات به کار میرود.
مهمترین کاربردها شامل موارد زیر است:
ساخت و نصب اسکلتهای فلزی در ساختمانسازی
جوش قطعات خودرو در صنعت خودروسازی
تولید تجهیزات فلزی و ماشینآلات صنعتی
جوش لولهها و اتصالات در صنایع نفت، گاز و پتروشیمی
تعمیرات سازههای فلزی سنگین
پروژههای DIY و صنعتی خانگی
تفاوتهای کلیدی بین انواع جوشکاری قوس الکتریکی
اگر هنوز برایتان سؤال است که جوشکاری قوس الکتریکی چیست؟ دانستن تفاوت بین روشهای آن کمک زیادی به درک بهتر موضوع خواهد کرد.
تفاوتها بهصورت خلاصه در چند محور زیر دیده میشود:
نوع الکترود: برخی از فرآیندها مانند SMAW از الکترود پوششدار استفاده میکنند، در حالیکه TIG از الکترود غیرمصرفی بهره میبرد.
وجود یا عدم وجود گاز محافظ: در TIG و MIG از گاز استفاده میشود، اما در SMAW نیازی به گاز جداگانه نیست.
نحوه مصرف فیلر: در MIG سیم بهصورت پیوسته تغذیه میشود، ولی در TIG فیلر بهصورت جداگانه توسط اپراتور وارد میشود.
میزان مهارت مورد نیاز: روشهایی مانند TIG به مهارت بسیار بالا و کنترل دقیق نیاز دارند.
ایمنی در جوشکاری قوس الکتریکی
یکی از مهمترین بخشهایی که هنگام آموزش جوشکاری قوس الکتریکی چیست؟ باید به آن پرداخت، موضوع ایمنی است. این فرآیند با خطراتی نظیر سوختگی، برقگرفتگی، آسیب چشمی و استنشاق دود همراه است. رعایت موارد زیر ضروری است:
استفاده از ماسک یا کلاه جوشکاری با لنز خودکار
پوشیدن لباس ضد جرقه و دستکش چرمی نسوز
استفاده از سیستم تهویه مناسب در محیط بسته
بررسی کابلها و اتصالات قبل از شروع کار
آموزش اصولی نحوه استفاده از دستگاهها
نکات فنی برای کیفیت بهتر جوشکاری قوس الکتریکی
برای رسیدن به جوشی با دوام، تمیز و بینقص، فقط دانستن اینکه جوشکاری قوس الکتریکی چیست؟ کافی نیست؛ بلکه رعایت نکات فنی نیز ضروری است:
تمیز بودن سطح فلز قبل از شروع کار باعث میشود نفوذ قوس بهتر و جوش قویتر باشد.
انتخاب صحیح الکترود یا فیلر بر اساس جنس فلز پایه باعث میشود اتصال یکنواخت باشد.
تنظیم مناسب شدت جریان (آمپر) باعث میشود از ایجاد سوراخ یا جوش سطحی جلوگیری شود.
حرکت یکنواخت دست برای پر کردن کامل درز جوش حیاتی است.
آیا جوشکاری قوس برای همه مناسب است؟
اگر شما در حوزهی جوشکاری فعالیت دارید یا میخواهید وارد آن شوید، درک اینکه جوشکاری قوس الکتریکی چیست؟ به شما کمک میکند تا مسیر یادگیری یا شغلیتان را هدفمندتر انتخاب کنید.
این روش تقریباً در تمام سطوح کاربرد دارد؛ از مشاغل فنی ساده گرفته تا پروژههای حساس صنعتی. اگر بهدنبال یادگیری روشهای پایه، اجرای پروژههای خانگی یا ورود به بازار کار هستید، این روش مناسبترین نقطهی شروع است.
آینده جوشکاری قوس الکتریکی
با وجود پیشرفت در روشهای جوشکاری لیزری و التراسونیک، هنوز جوشکاری قوس الکتریکی یکی از پرکاربردترین تکنولوژیهای اتصال فلزات است. در بسیاری از صنایع، این روش بهدلیل هزینه پایین، قابلیت استفاده در شرایط مختلف و تنوع بالا، همچنان گزینهی اول محسوب میشود.
در آینده نیز انتظار میرود این روش با تلفیق فناوریهای دیجیتال، هوش مصنوعی و اتوماسیون صنعتی به سطحی بالاتر از دقت و بهرهوری برسد.
نتیجهگیری
در پایان این مقاله، با پاسخ کامل به این سؤال که جوشکاری قوس الکتریکی چیست؟ آشنا شدید. همچنین با انواع روشهای آن، مزایا، معایب، تجهیزات مورد نیاز و کاربردهای گسترده این تکنیک آشنا شدید.
جوشکاری قوس الکتریکی ترکیبی از قدرت، دقت و کاربردپذیری است. چه یک تکنسین حرفهای باشید و چه در حال یادگیری، این روش میتواند نقش مهمی در موفقیت شغلی و صنعتی شما داشته باشد.
یادگیری اصولی آن و رعایت نکات ایمنی، مسیر شما را برای اجرای پروژههای موفق هموار خواهد کرد.