مقدمه
در صنعت جوشکاری، شناخت دقیق ابزارها و متریال مورد استفاده، نقشی حیاتی در موفقیت پروژهها ایفا میکند. یکی از سوالاتی که بسیاری از صنعتگران، تکنسینها و علاقهمندان حوزه جوشکاری مطرح میکنند، این است: تفاوت سیم جوش و الکترود چیست؟ برای پاسخ دقیق به این پرسش، نیاز به بررسی همهجانبه ویژگیهای فنی، کاربردی و عملی این دو روش داریم. در این مقاله با تمرکز بر مقایسه سیم جوش و الکترود، سعی داریم به شما کمک کنیم تا انتخابی آگاهانه، دقیق و متناسب با نیاز خود داشته باشید.
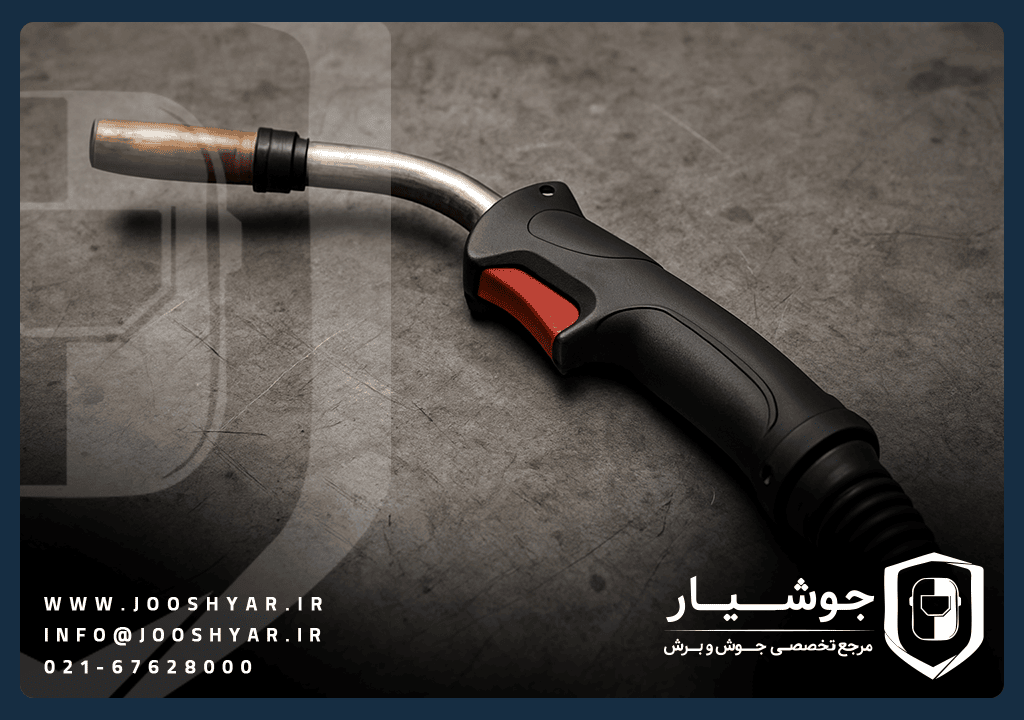
سیم جوش چیست؟
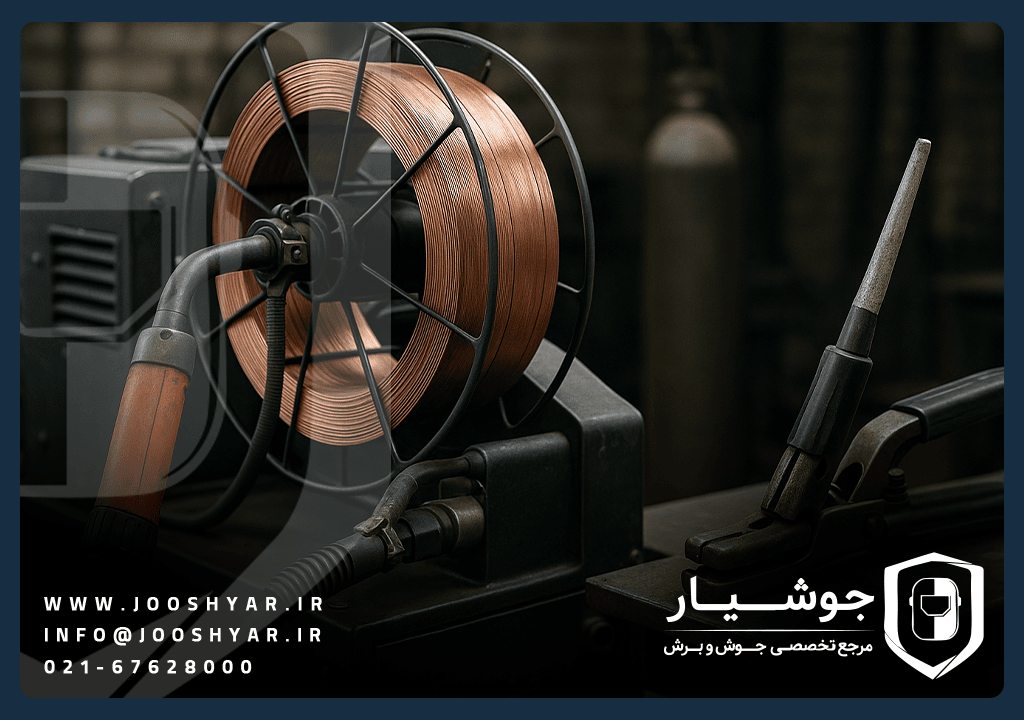
سیم جوش، یک رشته فلزی نازک است که به صورت قرقره در دستگاههای جوشکاری قرار میگیرد. این سیم در فرآیندهایی مانند MIG، TIG و FCAW استفاده میشود و هنگام ایجاد قوس الکتریکی با فلز پایه ذوب شده و حوضچه جوش را تشکیل میدهد. برخلاف الکترودهای سنتی، سیم جوش پیوسته بوده و نیازی به توقف برای تعویض ندارد.
سیم جوشها در انواع مختلفی تولید میشوند، از جمله سیم جوش توپر که در فرآیند MIG کاربرد دارد و سیم جوش توپودری که در برخی موارد حتی بدون گاز محافظ هم قابل استفاده است. انتخاب نوع سیم جوش بستگی به جنس فلز پایه، ضخامت قطعه، نوع پروژه و شرایط محیطی دارد.
الکترود جوشکاری چیست؟
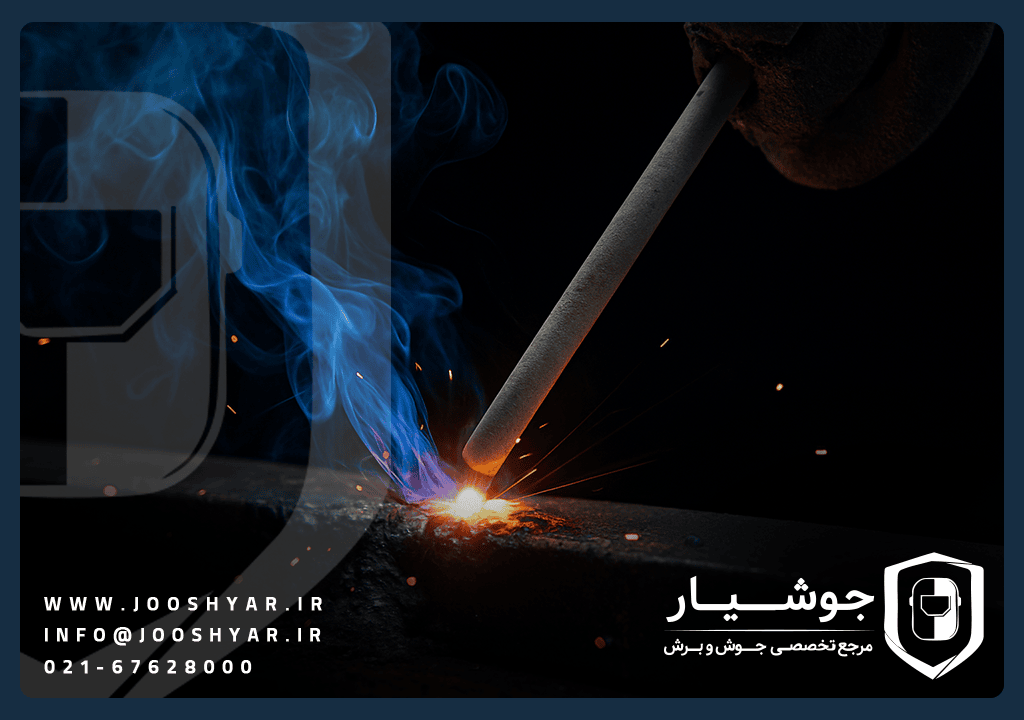
الکترود میلهای فلزی است که معمولاً با روکشی از مواد پودری به نام فلاکس پوشیده شده است. این پوشش هنگام ایجاد قوس الکتریکی، ذوب شده و نقش محافظ را ایفا میکند. فرآیند رایج جوشکاری با الکترود، SMAW یا همان جوش برق دستی است که یکی از سنتیترین و پرکاربردترین روشها در صنایع مختلف محسوب میشود.
الکترودها برای فلزات مختلف طراحی شدهاند، از جمله فولاد نرم، فولاد زنگنزن، چدن و آلومینیوم. نوع روکش، قطر الکترود و شدت جریان مورد نیاز، از جمله پارامترهایی هستند که هنگام انتخاب باید مورد توجه قرار گیرند.
مقایسه سیم جوش و الکترود از نظر عملکرد
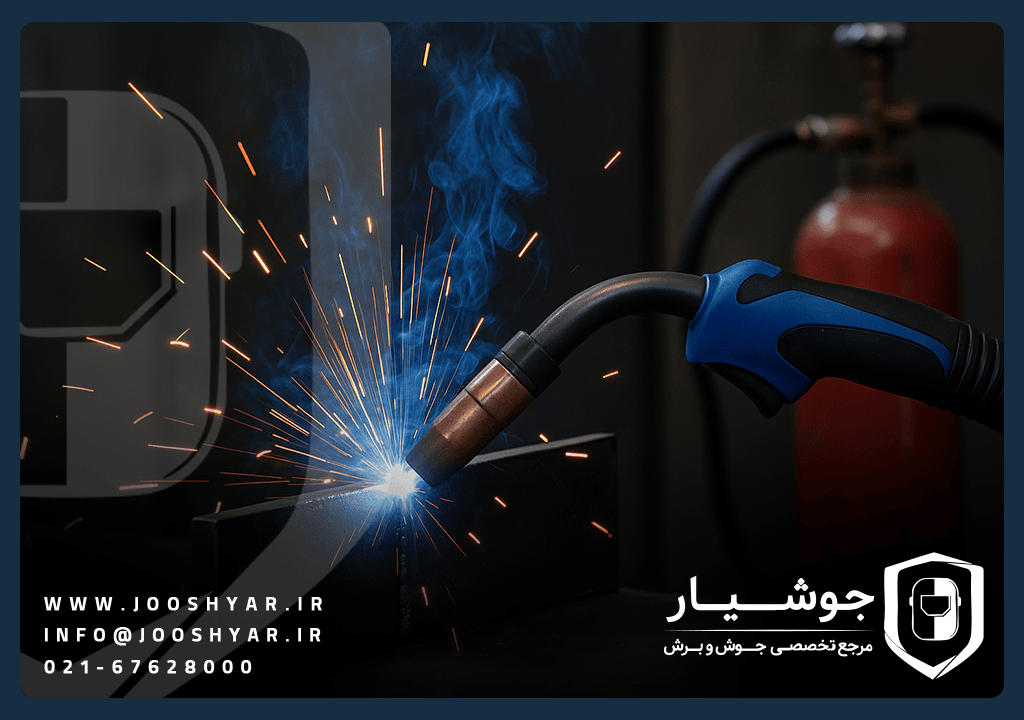
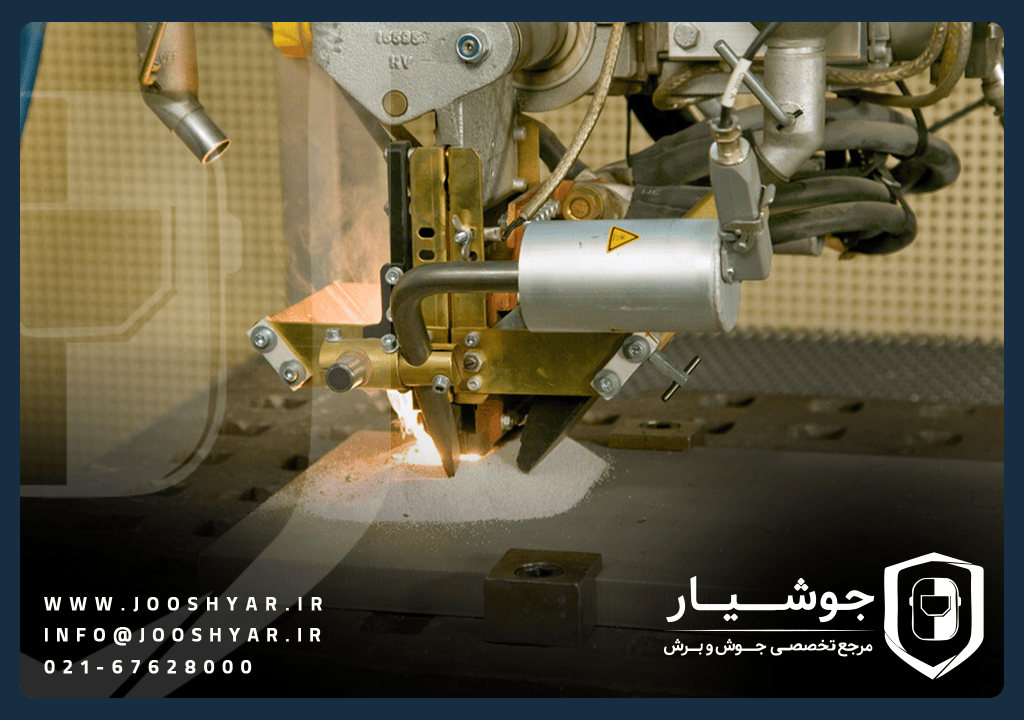
در مقایسه سیم جوش و الکترود از نظر عملکرد، سیم جوش معمولاً در فرآیندهای نیمهاتوماتیک یا تماماتومات استفاده میشود. این روش در پروژههایی که نیاز به جوشهای یکنواخت، تمیز و با سرعت بالا دارند، کاربرد بیشتری دارد. استفاده از سیم جوش باعث میشود زمان کار به طرز قابلتوجهی کاهش یابد، چرا که دیگر نیازی به تعویض مکرر نیست.
در مقابل، الکترود بیشتر در پروژههای دستی و کارهای سنگین عمرانی یا تعمیراتی مورد استفاده قرار میگیرد. اگرچه کار با الکترود نیاز به مهارت بیشتری دارد، اما در شرایطی که تجهیزات پیشرفته در دسترس نیست، گزینهای بسیار مناسب است.
مقایسه سیم جوش و الکترود از نظر کیفیت جوش
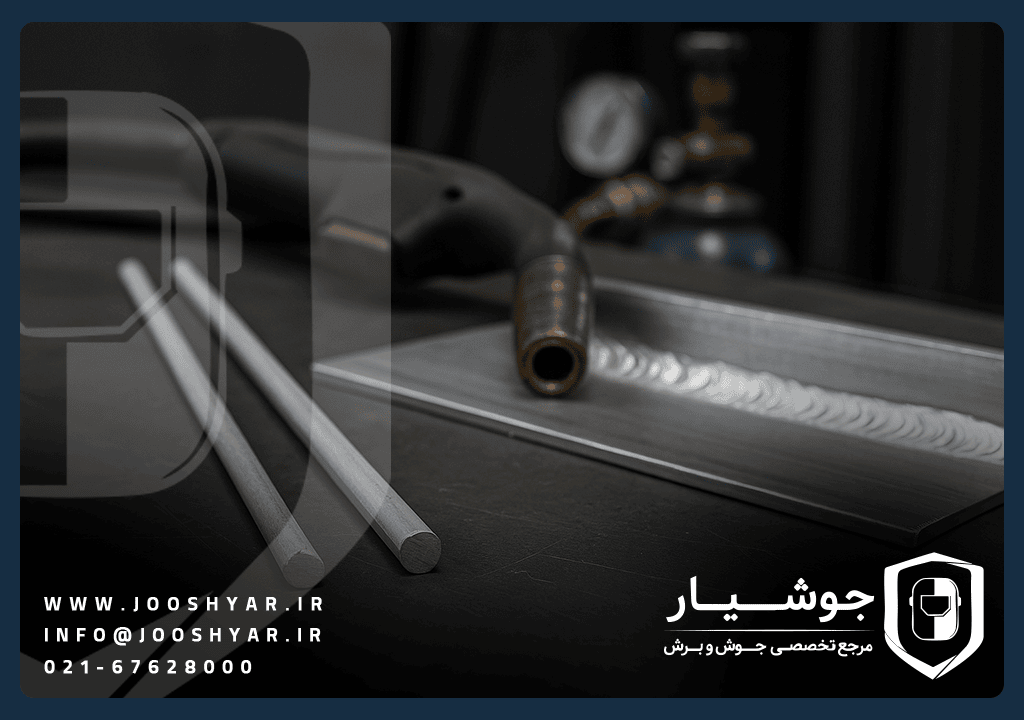
از نظر کیفیت ظاهری و ساختاری جوش، سیم جوش عملکرد بهتری ارائه میدهد. جوش حاصل از سیم جوش معمولاً تمیزتر، یکنواختتر و کمجرقهتر است. این ویژگی بهویژه در صنایع حساس مانند خودروسازی، ساخت تجهیزات پزشکی و قطعات دقیق اهمیت فراوانی دارد.
در سوی دیگر مقایسه سیم جوش، الکترودها معمولاً پاشش بیشتری دارند و جوش نهایی نیاز به تمیزکاری، سنگزنی یا برسکاری خواهد داشت. با این حال، برخی الکترودهای تخصصی مانند E7018 میتوانند جوشهایی با استحکام بسیار بالا ایجاد کنند، به شرطی که اپراتور مهارت کافی داشته باشد.
مقایسه سیم جوش و الکترود از نظر کاربرد
در محیطهای کارگاهی، پروژههای تولید انبوه یا خطوط رباتیک، استفاده از سیم جوش رایجتر است. این ابزار قابلیت تنظیم دقیق، اتوماسیون، و تغذیه مداوم را فراهم میکند. اگر پروژهای نیازمند تولید مستمر با حداقل وقفه و حداکثر کنترل باشد، سیم جوش گزینه مناسبی است.
در مقابل، الکترود در پروژههایی مانند جوشکاری سازههای فلزی در محیط باز، ساخت اسکلتهای فلزی، یا تعمیرات جادهای کاربرد بیشتری دارد. در واقع، در مقایسه سیم جوش با الکترود، الکترودها انعطافپذیری بیشتری در شرایط محیطی سخت دارند و به دلیل تولید گاز محافظ توسط خودشان، در فضاهای بادگیر نیز قابل استفادهاند.
مقایسه سیم جوش و الکترود از نظر تجهیزات و هزینه
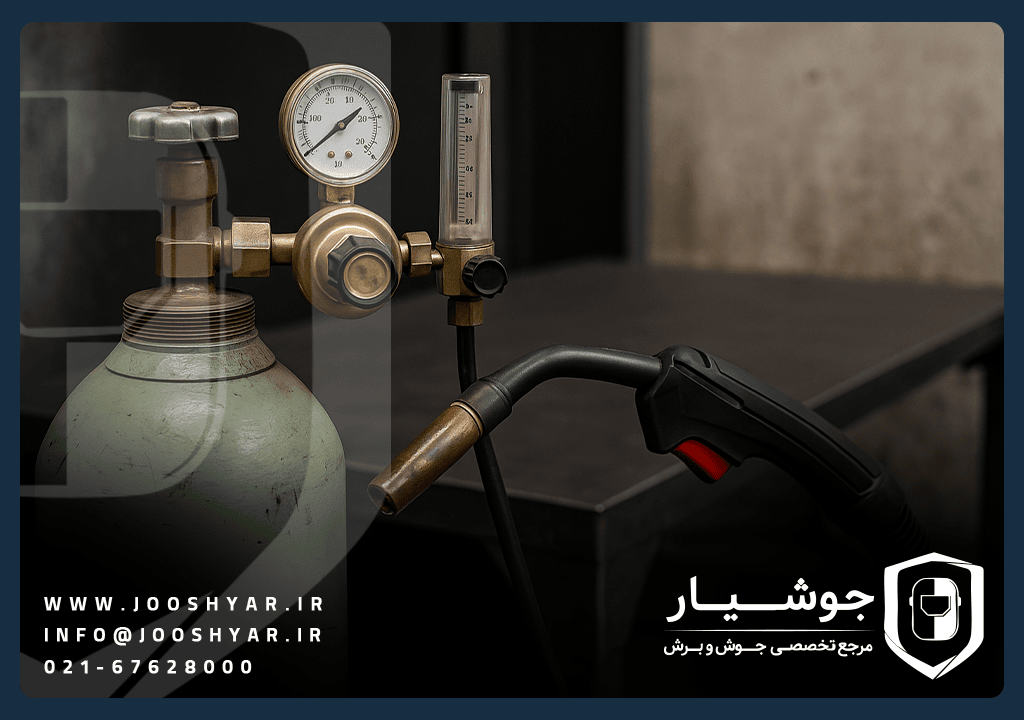
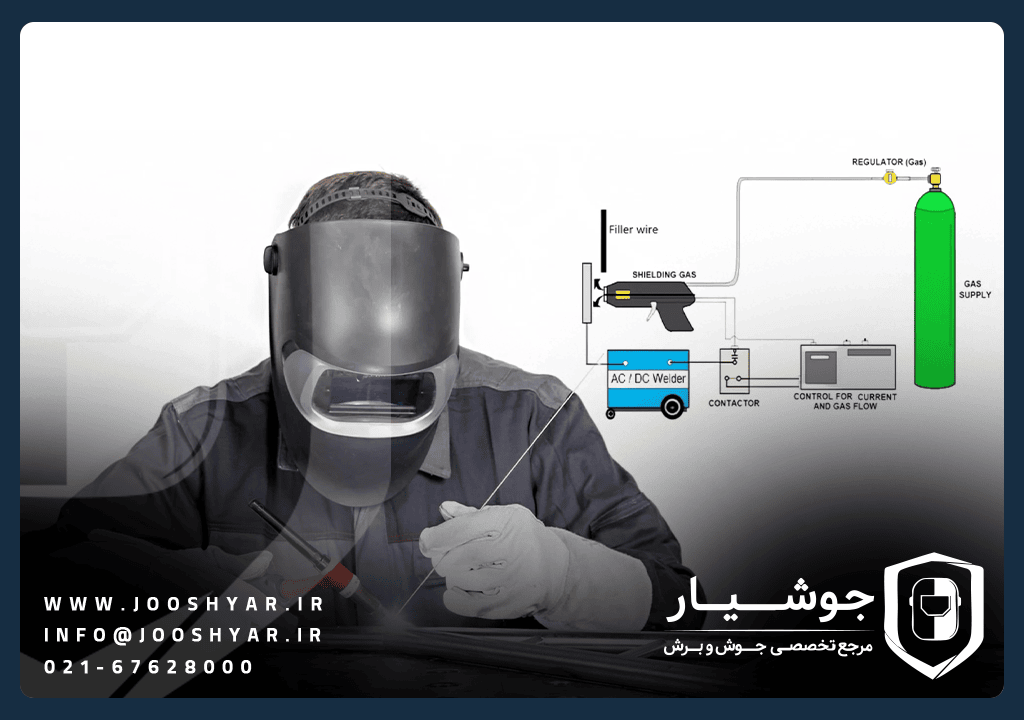
برای استفاده از سیم جوش، باید دستگاه جوش با قابلیت تغذیه سیم، قرقره، نازل و گاز محافظ در اختیار داشت. این تجهیزات معمولاً گرانتر هستند و راهاندازی اولیه هزینه بیشتری میطلبد. اما در بلندمدت، به دلیل سرعت و راندمان بالا، صرفهجویی قابلتوجهی در زمان و هزینه ایجاد میشود.
در نقطه مقابل، الکترودها نیاز به تجهیزات سادهتری دارند. تنها یک دستگاه جوش برق ساده، کابل، انبر و چند الکترود کافی است. این ویژگی باعث شده تا الکترودها در شرایطی که بودجه محدود است یا دسترسی به منابع پیشرفته وجود ندارد، انتخاب اول باشند.
مقایسه سیم جوش و الکترود از نظر مهارت مورد نیاز
استفاده از سیم جوش، بهویژه در فرآیند MIG، نیازمند آموزش مقدماتی و آشنایی با نحوه تنظیم دستگاه است. اما پس از یادگیری، سرعت کار بسیار بالا رفته و اپراتور میتواند با کمترین دخالت، جوشهایی دقیق تولید کند.
در طرف دیگر مقایسه سیم جوش، جوشکاری با الکترود به مهارت دستی بالاتری نیاز دارد. حفظ فاصله مناسب، زاویه صحیح و کنترل دقیق بر روی حوضچه جوش، تنها با تمرین و تجربه قابل دستیابی است.