کدام فلزات بیشتر در معرض ترک جوش هستند؟
برخی فلزات و آلیاژها بیشتر مستعد ترک هستند. از جمله:
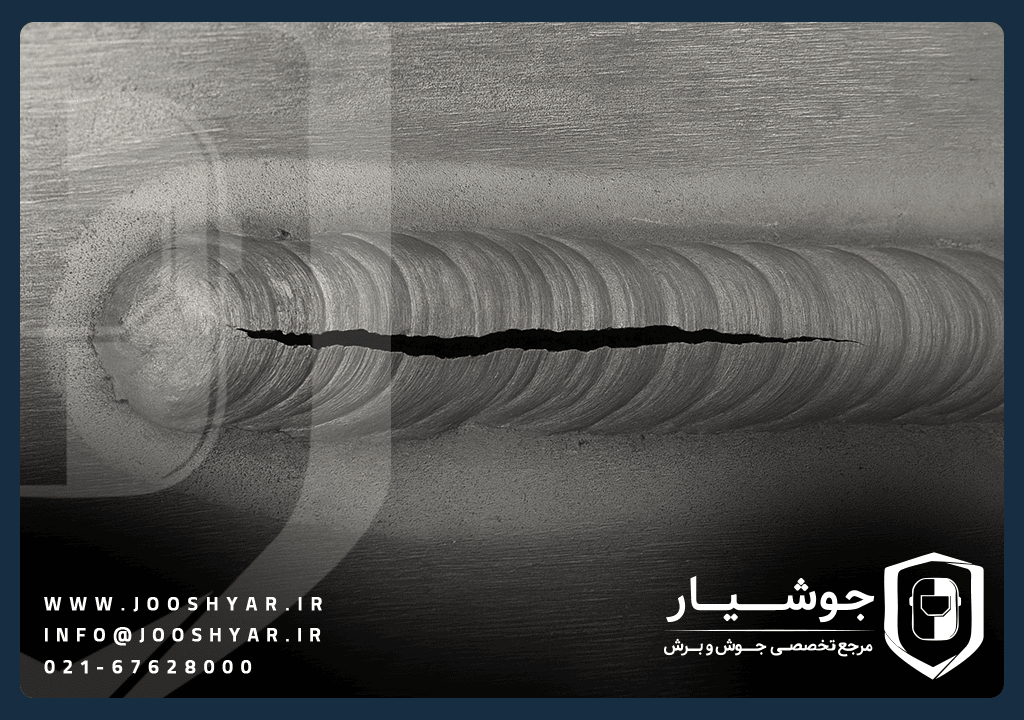
روشهای تشخیص ترک جوشکاری
برای شناسایی دقیق ترکهای جوشکاری از روشهای زیر استفاده میشود:
بازرسی چشمی (VT): سادهترین روش که برای ترکهای سطحی کاربرد دارد.
مایع نافذ (PT): برای ترکهای ریز و سطحی.
التراسونیک (UT): برای ترکهای داخلی و عمیق.
رادیوگرافی صنعتی (RT): برای تشخیص نواقص داخلی در قطعات ضخیم.
راهکارهای پیشگیری از ترک جوشکاری
برای جلوگیری از بروز ترک جوش در قطعات، اقدامات زیر ضروری است:
1. انتخاب صحیح متریال
استفاده از فلزات با ترکیب مناسب و تطبیق صحیح بین فلز پایه و الکترود بسیار حیاتی است.
2. کنترل پیشگرمایش و پسگرمایش
برای کاهش تنشهای حرارتی و دفع رطوبت، پیشگرم کردن قطعه در دمای مناسب (بسته به جنس فلز) توصیه میشود.
3. رعایت پارامترهای جوشکاری
4. طراحی مهندسی مناسب اتصال
طراحی اتصال به گونهای باشد که از تمرکز تنش جلوگیری شود.
5. رعایت زمان استراحت بین پاسهای جوش
در جوشکاری چندپاسه، بین هر لایه باید زمان مناسب برای خنک شدن لحاظ شود.
راهکارهای ترمیم ترک جوش
اگر ترک جوش ایجاد شده باشد، بسته به نوع ترک و شرایط قطعه، راهکارهای زیر ممکن است قابل استفاده باشد:
1. سنگزنی و دوبارهجوشکاری
در بسیاری از موارد، میتوان ترک را با سنگ زدن کامل و سپس اجرای مجدد جوش (با رعایت اصلاح شرایط قبلی) برطرف کرد.
2. استفاده از الکترود مناسبتر
در مواردی با تعویض الکترود (مثلاً به نوع کمهیدروژن) میتوان از تکرار ترک جلوگیری کرد.
3. اعمال عملیات حرارتی پسگرمایش
برای کاهش تنشهای پسماند و افزایش چقرمگی ساختار فلزی.
4. جوشکاری با روشهای پیشرفتهتر
مثلاً به جای SMAW از فرآیندهای با دقت بیشتر مانند GTAW یا SAW استفاده شود
پرسشهای متداول (FAQ)
آیا ترک جوشکاری همیشه به چشم دیده میشود؟
خیر، بسیاری از ترکها ریز و درونی هستند و نیاز به تستهای غیرمخرب دارند.
آیا ترکها قابل ترمیماند؟
بله، بسته به نوع و محل ترک، با روشهایی مثل سنگزنی و جوش مجدد قابل ترمیم هستند.
پیشگرمایش چقدر در جلوگیری از ترک مؤثر است؟
پیشگرمایش یکی از مؤثرترین روشها برای جلوگیری از ترکهای سرد است.