



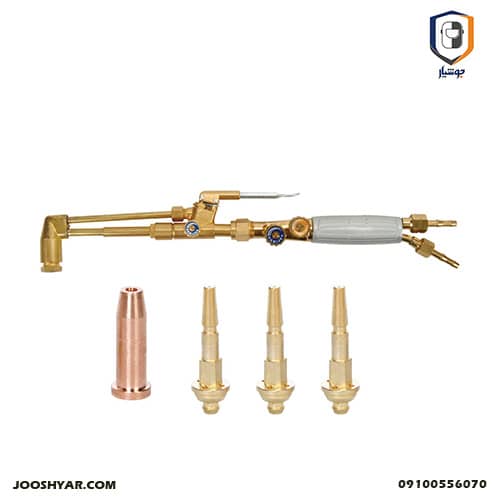
برشکاری هواگاز یاهوابرش (معمولا به نام برشکاری اکسی استیلن می شناسند) اکسیژن و سوخت گاز، فرآیندی است که به ترتیب از گازهای اکسیژن و گاز پروپان و یا استیلن برای جوشکاری و برشکاری فلزات استفاده می کنند.
مراحل برشکاری با سرپیک برش هواگاز
1- عینک برشکاری را بزنید و دستکش جوشکاری را دست کنید.

عینک و دستکش برشکاری
وقتی با شعله هواگاز یا اکسی استیلن سرو کار دارید نمی توانید خیلی مراقب باشید چرا که رفتارهای شعله و قطعه کار قابل پیش بینی نیست . بنابراین باید قبل از شروع به کار تمام موارد ایمنی که در اختیار شماست را رعایت کنید بنابراین پوشش خود را کامل کنید و یکبار دیگر محل را از حیث مواد مشتعل شوند بررسی کنید.
برشکاری با سرپیک برش هواگاز




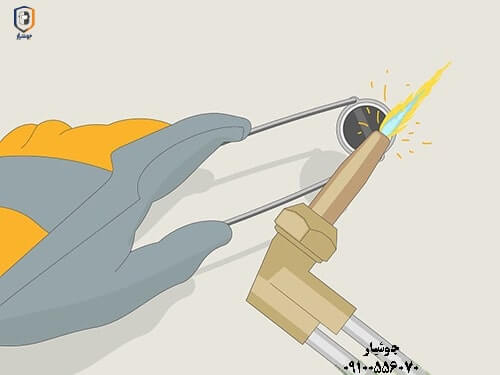
2- فندک جوشکاری را بزنید تا کار را شروع کنیم.
فندک جوشکاری
شیر استیلن (گاز سوزاننده) سرپیک برش را از کنید و اجازه دهید برای چند ثانیه تمام هوای داخل مسیر خارج شود . پس از شنیدن صدای گاز استیلن ، فندک را در مقابل نازل برش نگهدارید و بزنید .
- شعله زردی را که حاصل سوختن گاز سوزاننده است را پس از زدن فندک مشاهده می کنید.
- ضمنا استفاده از کبریت یا فندک برای روشن کردن شعله بسیار خطرناک است و ممکن است اعث آسیب جدی به دست شود. فندک جوشکاری مخصوص این کار است و عملکرد متفاوت با سایر فندک ها دارد.
نمونه ای از فندک جوشکاری از برند گلور سوییس

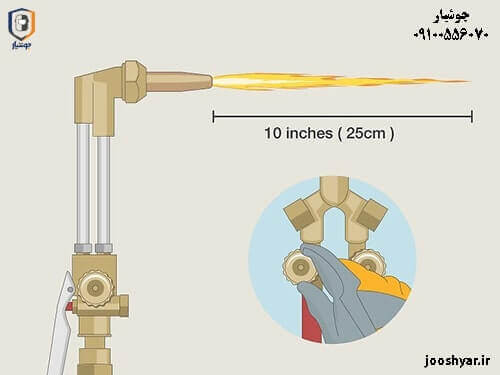
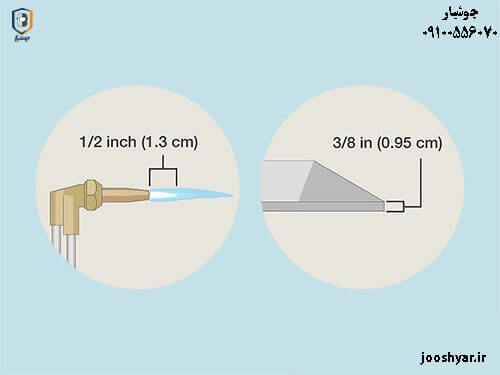
3- شعله گاز استیلن خروجی از نازل را طوری تنظیم کنید که حدود 25 سانتیمتر شود.
شعله سرپیک
نحوه قرار گرفتن شعله باید بصورتی باشد که در امتداد نازل باشد یعنی از خروجی نازل شروع شود و به طول 25 سانتیمتر و مستقیم باشد. اگر شیر را بیش از حد باز کنید و جریان گاز استیلن بیش از حد قوی باشد شعله شروع به پرش می کند یا از نوک نازل فاصله می گیرد . در هنگام برشکاری نیز امکان دارد زیاد بودن گاز باعث انفجار گردد.
برشکاری با سرپیک برش هواگاز
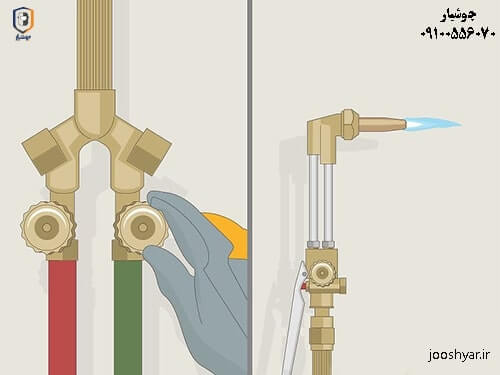
4- شیر ورودی اکسیژن (شیر نزدیک به ناز ) را به آرامی باز کنید.
شیر اکسیژن سرپیک
وقتی شیر کوچک تر اکسیژن که در محل نزدیک به نازل قرار دارد را به آرامی باز کنید ، رنگ شعله از زرد به آبی روشن با مرکز سفید تبدیل می شود حالا اکسیژن لازم برای احتراق کامل گاز سوزاننده تامین شده است.پس از آن اکسیژن را به آرامی زیاد کنید تا شعله آبی داخلی شروع به کوچک شدن به سمت نازل برشکاری نماید.
برشکاری با سرپیک برش هواگاز
5-برای افزایش طول شعله، شیر اکسیژن را بیشتر باز کنید.
 طول شعله سرپیک
طول شعله سرپیک
طول شعله نازل برش باید بیش از ضخامت قطعه کار باشد به عنوان مثال اگر میخواهید قطعه ای از ورق فولادی یا فولاد با کربن متوسط با ضخامت 9.5 میلیمتر را ببرید باید صول شعله حدود 1.3 میلیمتر باشد.
- اگر صدای انفجار شنیدید یا شکل شعله نامنظم به نظر آمد ، احتمالا اکسیژن زیادی به شعله وارد شده بنابراین آنرا کم کنید تا شعله به شکل منظم و به شکل مخروط متناسب در آید.
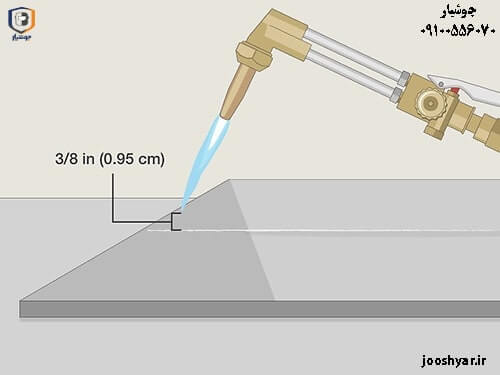
6-نوک مخروط داخلی شعله سرپیک برش را به قطعه کار نزدیک کنید.
شعله سرپیک برشکاری
برای برشکاری لازم نیست شعله روی سطح بنشیند . ابتدا باید محل شروع برشکاری را اصطلاحا پیش گرم کنید یعنی با نگهداشتن شعله بصورت متمرکز و در فاصله 1 سانتی متری قطعه کار ، یک حوضچه مذاب ایجاد کنید
- در دمای نرمال محیط و با فلز نمونه ای که ذکر شد حدود 45 ثانیه طول می کشد که حوضچه تشکیل شود . البته برای آلیاژهای مختلف و ضخامتهای دیگر زمان متفاوت خواهد بود.
7-دسته شیر برش را به آرامی به سمت پایین فشار دهید تا جریان اکسیژن آزاد شود.
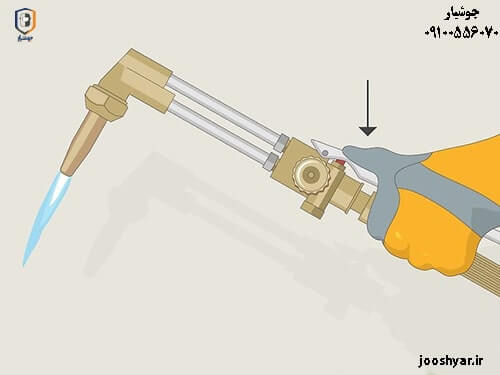
با این کار قزعه کار ذوب می شود. اگر بلافاصله یک واکنش شروع شود ، فولاد مشتعل شده و شما می توانید به تدریج فشار را افزایش دهید تا به طور کامل فلز بریده شود.
اگر هیچ واکنشی رخ ندهد ، فلز آنقدر داغ نیست که ذوب شود. در این حالت ، دسته اکسیژن را رها کرده و ادامه دهید تا شعله باعث ذوب شدن فلز شود.
برشکاری با سرپیک برش هواگاز
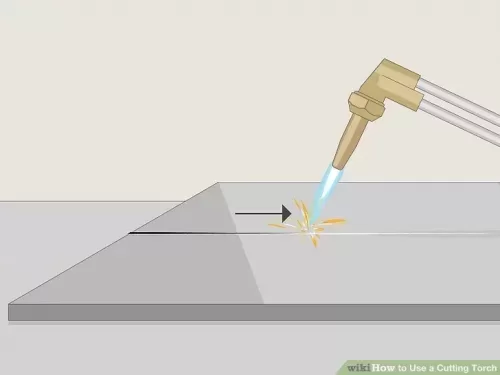
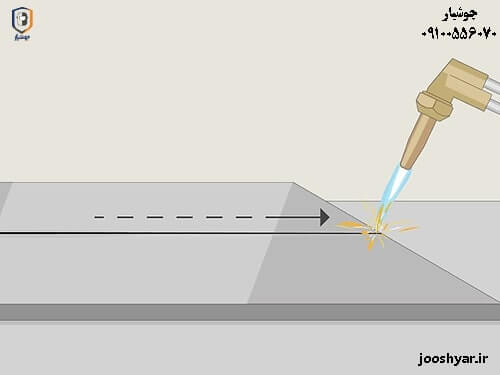
8-حرکت در مسیر برش را آغاز کنید.
شروع فرآیند برشکاری
پس از تشکیل حوضچه مذاب روی قطعه کار وقت برش کاری فرا رسیده ، اهرم فشار روی سرپیک برشکاری را فشار دهید تا حجم اکسیژن افزایش یابد و برشکاری شروع شود . توجه داشته باشید با فشار اکسیژن همه سرباره های مذاب در امتداد شعله برشکاری و به سمت مخالف در حرکت هستند. سرعت حرکت دست باید به تناسب قدرت نازل برشکاری تنظیم شود ، بنابراین سرعت خود را تنظیم کنید تا فلز قطعه کار به اندازه کافی گرم و سپس ذوب شود تا کار به درستی انجام شود.
- برشکاری با سرعت کند بهتر از برشکاری سریع است.
9-برشکاری را تا زمانی که قطعه کاملا جدا شود ادامه دهید.
 فرآیند برشکاری
فرآیند برشکاری
نکته مهم در پایان کار این است که مراقب باشید قطعه جدا شده یا سرباره مذاب روی پای شما نیافتد . یا حتی روی قطعه جدا شده نایستید چرا که قوی ترین کفش ها هم در مقابل این حرارت ذوب شدنی هستند.
برشکاری با سرپیک برش هواگاز
10-سرپیک برشکاری را به ترتیب معکوس روشن کردن خاموش کنید.
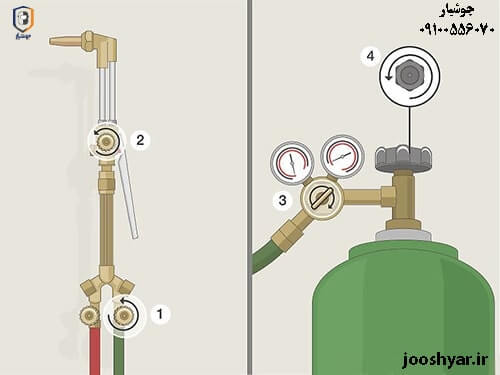
خاموش کردن سرپیک
اول شیر روی دسته سرپیک برش را ببندید سپس شیر قسمت جلو سری برش پس از آن شیر رگلاتور و در انتها شیر روی کپسول اکسیژن را ببندید . همین کار را برای گاز استیلن تکرار کنید.
- سازنده برخی از مدلهای سری برش توصیه می کنند که شیر قسمت جلو را قبل از شیر روی دسته ببندید در این موارد به توصیه سازنده توجه نمایید.
11-قطعه کار را با آب فراوان خنک کنید.
 خنک کاری محل برشکاری
خنک کاری محل برشکاری
توجه به این نکته که اگر قطعه فلز داغ پس از برشکاری با آب خنک شود. بخاری در ابعاد وسیع و بسیار داغ تولید می نماید مهم است .
- بنابراین اگر عجله ندارید اجازه دهید بصورت طبیعی و به آرامی خنک شود.
- اگر فولاد حرارتی یا فولادهای حساس به تغییر دما استفاده می کنید باید اجازه دهید در دمای طبیعی و با گذشت زمان خنک شوند تا دچار پیچیدگی نگردند.
نمونه ای برشکاری هواگاز از کانال آپارات جوشیار
سلام آیا الکترودهای مصرفی در جوشکاری دارای تاریخ انقضا هستند؟
سلام دوست عزیز وقت بخیر ، شرایط نگهداری و انبارداری الکترود طبق استانداردهای تعریف شده تعیین کننده تاریخ انقضاء و یا فاسد شدن الکترود خواهد بود. روکش الکترود با جذب رطوبت خاصیت خود را از دست می دهد و باعث کاهش کیفیت جوشکاری می گردد. درنتیجه شرایط نگهداری الکترود تعیین کننده تاریخ مصرف الکترودها خواهند بود.