


سرپیک برشکاری






















انواع سرپیک برشکاری
اشکال مختلف سرپیک هوابرش بطور کلی در عملکرد تفاوت چندانی ندارند و بیشتر به دلیل راحتی استفاده و نوع آموزش و آشنایی اپراتور انتخاب می شوند. البته برندهای مختلف کیفیت برش متفاوتی ارائه می دهند . در لیست زیر برخی از سرپیک های برشکاری و تفاوت آنها قابل دسترسی است :
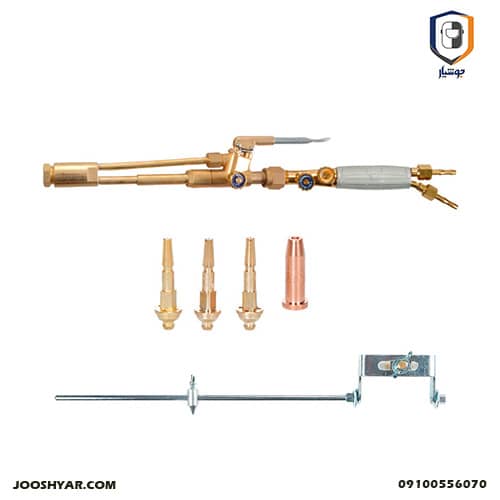
- سرپیک برشکاری زینسر آلمان : سری هوابرش زینسر آلمان بطور قطع ناخته شده ترین نوع سرپیک برش محسوب می شود . این سرپیک از دو بخش جداگانه دسته و فک برش تشکیل شده و در صورت نیاز دسته آن قابل استفاده برای جوشکاری نیز هست . سرپیک برش زینسر اصلی قابلیت برش تا ضخامت 300 میلیمتر را دارد . به همراه بسته بندی چهار عدد نازل برش به همراه یک کلاهک برشکاری ارائه می شود که قابلیت برش تا 100 میلیمتر را دارد و برای افزایش این ضخامت باید از دو عدد نازل برش و یک کلاهک برشکاری مجزا استفاده نمایید.
- سرپیک برش ویکتور آمریکا : سری برنال یا برش هواگاز ویکتور ، یکی از شناخته شده ترین انواع سرپیک است که شکل نازل آن شبیه نازلهای میکس که به نازل سه پله نیز شناخته می شود است اما تا حدودی متفاوت است. برتری سرپیک برشکاری ویکتور وجود فلاشبک روی سرپیک بصورت پیشفرض است .
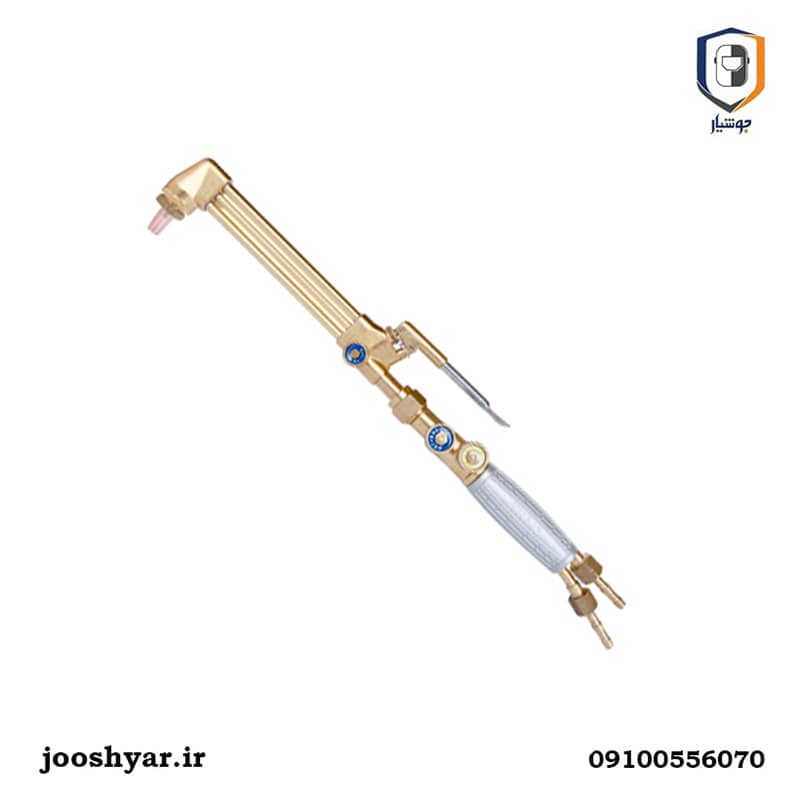
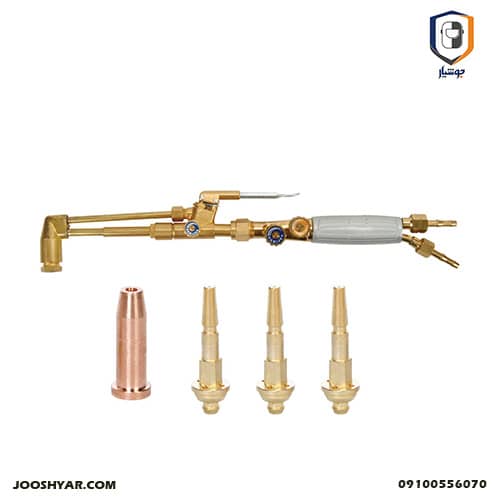
- سرپیک برش گلور سوئیس : سری برش گلور ساخت کشور سوئیس و از باکیفیت ترین سرپیک های بازار است تفاوت اصلی این سرپیک قرارداشتن اهرم برشکاری روی دسته است که باید بوسیله شصت فشرده شود . این سرپیک از نوع دو تیکه است و می توان دسته آن را برای جوشکاری نیز استفاده کرد.این سرپیک به همراه یک کلاهک برش و سه عدد نازل برشکاری که قابلیت برش تا عمق 100 میلیمتر را فراهم می کند ارائه می شود. نوع دیگر سرپیک برش گلور یکپارچه بوده و نازل سه پله یا میکس روی آن نصب می شود.
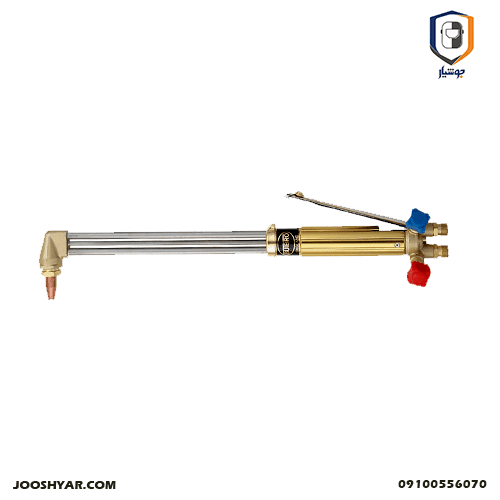
- سرپیک برش ایلدیز ترکیه : سری برنال ایلدیز ترکیه در دو نوع یکپارچه و دو تیکه تولید می شود . سرپیک های دوتیکه ایلدیز تیپ گلور است و قابلیت برش تا عمق 100 میلیمتر را دارد. نوع یکپارچه آن که دسته و فک قابل جداسازی نیست می تواند تا عمق 500 میلیمتر برشکاری کند . نوع نازل آن سه پله یا نازل میکس است.
- سرپیک برشکاری هریس : سری برش هواگاز محصول شرکت آمریکایی هریس که بیشتر به استفاده از نازلهای کف تخت شناخته می شود سازنده سرپیکهای باکیفیت صنعتی برای برشهای عمیق تا 300 میلیمتر مورد استفاده قرار می گیرد.
- سرپیک برش کوئیکه ژاپن : ژاپنیها به دقت و کیفیت شناخته شده اند بنابریان سرپیک برشکاری هواگاز کوئیکه نیز از کیفیت و دقت مناسبی برخوردار است . نوع نازل آن نازل سه پله یا میکس است .
- سرپیک برش موریس تایوان : این سری های هوابرش در دو نوع سرپیک طرح زینسر و سرپیک بوتان تولید می شود . سرپیک برش طرح زینسر موریس دارای یک کلاهک و چهار نازل است که عمق برش آن 100 میلیمتر و سرپیک بوتانی موریس که نازل سه پله یا میکس روی آن نصب می شود قابلیت برش تا عمق 300 میلیمتر را دارد.
- سرپیک برش زینسری چینی : سری هوابرش چینی طرح زینسر از نظر شکل مشابه زینسر آلمان ساخته شده البته به دلیل کیفیت پائین تر قطعات خروجی ضعیف تری نسبت به نوع اصلی آن دارد.
- سرپیک برش مورکس : سری برنال طرح مورکس به سری برش های یکپارچه گفته می شود که از نازل سه پله استفاده می کنند.
