آشنایی با جوشکاری زیرپودری




جوشکاری زیرپودری یا SAW (Submerged Arc Welding) یک روش صنعتی، سریع و دقیق برای اتصال قطعات فلزی است. این روش به دلیل محافظت کامل قوس الکتریکی در زیر لایهای از پودر، ایمنی و کیفیت بالاتری نسبت به روشهای سنتی دارد.
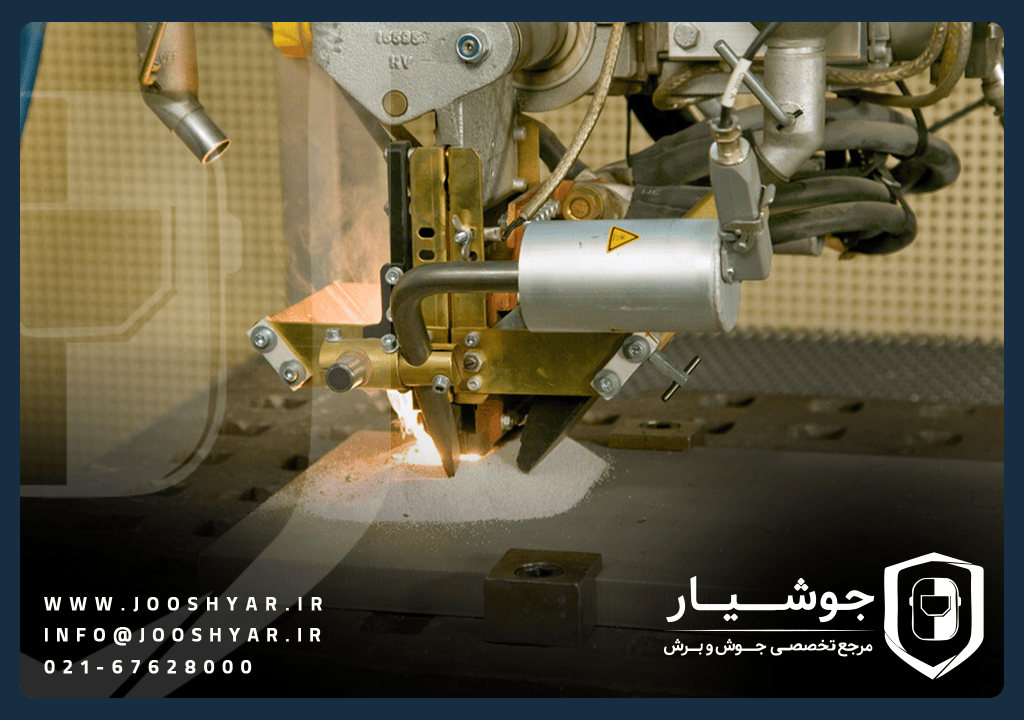
در این فرآیند، قوس الکتریکی میان الکترود سیمی و قطعهکار در زیر پودر مخصوصی ایجاد میشود. انرژی حرارتی این قوس باعث ذوب شدن فلز پایه و سیم الکترود میگردد. پودر ذوبشده نیز از حوضچه مذاب محافظت میکند و در پایان به شکل سرباره جامد شده از سطح جدا میشود.
دستگاههای SAW معمولاً از منبع جریان مستقیم یا متناوب استفاده میکنند. ولتاژ و شدت جریان به نوع قطعه و ضخامت آن بستگی دارد.
سیم بهصورت پیوسته وارد حوضچه جوش میشود و فلز پرکننده را تأمین میکند. جنس سیم معمولاً از فولاد نرم یا کمکربن انتخاب میشود.
پودر یا فلاکس علاوه بر محافظت، نقش مهمی در کیفیت جوش دارد. بسته به نوع آلیاژ و شرایط کاری، از پودر بازی، خنثی یا اسیدی استفاده میشود.
نازل وظیفه هدایت سیم و توزیع یکنواخت پودر را دارد. سرعت تغذیه سیم باید با سرعت حرکت هماهنگ باشد تا جوش پیوسته باقی بماند.
این روش یکی از سریعترین روشهای جوشکاری در پروژههای بزرگ محسوب میشود. سرعت بالا به دلیل تغذیه مداوم سیم و حذف وقفههای دستی است.
قوس در زیر پودر محافظت میشود، در نتیجه جوش نهایی عاری از حفره، پاشش یا آلودگی است. ظاهر جوش نیز کاملاً یکنواخت و صاف خواهد بود.
عدم انتشار نور قوس و کاهش گازهای سمی، جوشکاری را ایمنتر میکند. در این روش نیازی به گاز محافظ خارجی نیست.
پودر نمیتواند روی سطوح عمودی یا سقفی قرار بگیرد. به همین دلیل این روش فقط برای جوشکاری افقی یا تخت کاربرد دارد.
قطعات با ضخامت کم در برابر حرارت زیاد SAW آسیبپذیر هستند. بنابراین این روش برای ورقهای نازک مناسب نیست.
فرآیند تماماتوماتیک و نیاز به تجهیزات سنگین، استفاده از آن را در پروژههای سیار دشوار میسازد.
SAW برای ساخت لولههای انتقال، اتصالات مخازن و تجهیزات پالایشگاهی کاربرد دارد.
در پروژههای ساختمانی، پلسازی و اسکلت فلزی، این روش گزینهای مطمئن و اقتصادی است.
بدنه کشتیها به جوشهایی مقاوم، بدون عیب و یکنواخت نیاز دارند. جوشکاری زیرپودری این نیاز را بهخوبی تأمین میکند.
برای دستیابی به نفوذ مناسب و جلوگیری از سوختگی لبهها، باید ولتاژ و جریان بهدرستی تنظیم شود. مقدار بیش از حد آمپر موجب اعوجاج و ذوب بیش از حد میگردد.
فاصله زیاد، پایداری قوس را کاهش میدهد. در مقابل، فاصله خیلی کم ممکن است باعث آلودگی نازل یا پاشش شود.
سرعت زیاد باعث کم شدن نفوذ و سرعت کم موجب سوختگی فلز پایه میشود. نرخ تغذیه سیم باید با سرعت حرکت متناسب باشد.
استفاده از عینک و ماسک تنفسی برای جلوگیری از استنشاق بخارات
تهویه مناسب در محیط بسته
بررسی سالم بودن سیمکشی و اتصالات برق
استفاده از لباس ضدحرارت و دستکش ایمنی
آشنایی با جوشکاری زیرپودری به ما کمک میکند تا درک بهتری از یک روش جوشکاری صنعتی، دقیق و پربازده داشته باشیم. این روش بهدلیل کیفیت بالا، سرعت مناسب و قابلیت اتوماسیون، گزینهای ایدهآل برای پروژههای بزرگ بهشمار میرود.
با رعایت نکات فنی، تنظیم درست پارامترها و استفاده از تجهیزات استاندارد، جوشکاری زیرپودری میتواند نتایجی عالی، ایمن و اقتصادی برای صنایع مختلف به همراه داشته باشد.