



این سوال که آیا می توان در عملیات جوشکاری و برشکاری هواگاز ، از گاز پروپان یا سایر گازهای سوختنی به جای استیلن استفاده کرد ؟
از جمله سوالاتی است که تلاش می کنیم در این مطلب آنرا روشن کنیم و تفاوت و قابلیتها و خطرات آن را برای شما مشخص نماییم . پس با ما همراه باشید.
حرارت شعله اکسیژن و استیلن یا پروپان
- حرارت شعله ایجاد شده توسط ترکیب پروپان و اکسیژن 2800 درجه سانتیگراد است.
- حرارت شعله ایجاد شده توسط ترکیب اکسیژن و استیلن 3100 درجه سانتیگراد است.
نمونه ای از برشکاری هواگاز از کانال آپارات جوشیار
پروپان که به نامهای دیگر از جمله LPG یا گاز مایع یا گاز LP شناخته می شود یک سوخت پر کاربرد است که بصورت مایع بسیار خنک ذخیره می شود به همین خاطر در صورت قرارگرفتن روی پوست باعث سوختگی سرد یا سرما زدگی می شود.
پروپان مایع ذخیره شده در سیلندر به گاز تبدیل می شود.گاز پروپان بصورت طبیعی بی رنگ و بی بو است . بنابراین برای تشخیص نشت ، تولیدکنندگان گاز مایع به آن مواد شیمیایی اضافه می کنند تا بوی خاصی بدهد و قابل تشخیص باشد.
مقایسه گاز استیلن و پروپان در جوش و برش هواگاز
استفاده از پروپان در جوشکاری (Welding)
در جوشکاری هواگاز نمی توان از پروپان استفاده نمود . هنگامی که استیلن در اکسیژن می سوزد نقطه سفید پر حرارت مشخص ایجاد می شود که سطح فولاد را پوشش میدهد. مشعل پروپان بیشتر برای لحیم کاری، خم شدن و گرمکردن استفاده میشود.
اما در پروپان این نقطه ایجاد نمی گردد بنابراین نمی توان از آن در جوشکاری استفاده نمود. پروپان دمای شعله کمتری نسبت به استیلن دارند ، اما حمل و نقل آن ارزان تر و حملآسان تر است.
استفاده از پروپان در لحیم کاری (Brazing)
در لحیم کاری یا جوش نقره می توانید از پروپان مانند استیلن استفاده نمایید نتیجه یکی خواهد بود. برای جوش قطعات ضخیم تر برنز همچنان گاز استیلن ارجحیت دارد.
مقایسه گاز استیلن و پروپان در جوش و برش هواگاز
استفاده از پروپان در برشکاری هواگاز (Cutting)
تفاوت برشکاری با گاز سوختنی پروپان و استیلن در برشکاری فقط مربوط به مدت زمان شروع برشکاری است.
بطور مثال اگر مخروط شعله داخلی استیلن را روی فلز و در فاصله یک میلی متری از سطح صفحه قرار دهید برای گاز استیلن زمان کمتری از پروپان مورد نیاز است تا سطح ورق سرخ شود. برای گاز پروپان مخروط داخلی شعله ، حرارت کمتری به نسبت مخروط خارجی دارد و تقریبا کمتر از 10 درصد حرارت در بخش مرکزی قرار دارد و در مقایسه با گاز استیلن که حدود 40 درصد گرما در بخش مرکزی قرار دارد بسیار کمتر است.
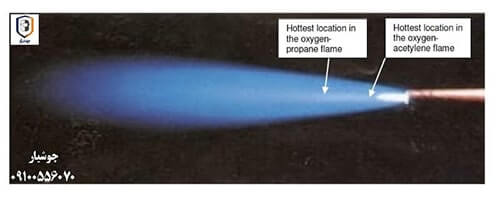
شعله گاز پروپان و استیلن
پس همچنان استفاده از استیلن بهتر از پروپان است و این بخاطر دمای حرارت بیشتر تولید شده از شعله استیلن است البته قیمت گاز پروپان یا گاز مایع بسیار مناسب تر از گاز استیلن است.
اشتباهی که مردم در رابطه برشکاری با گاز پروپان می نمایند این است که توقع شعله پیشگرم با دمای استیلن را از شعله گاز مایع دارند.
بطور خلاصه تفاوتی از نظر کیفیت برشکاری بین استیلن و گاز مایع نیست فقط سرعت کار در گاز استیلن سریع تر است.
گرمکاری با گاز پروپان
در رابطه با سری گرمکن موضوع متفاوت است در این رابطه گفتن اینکه پروپان گرمای کمتری می دهد اشتباه است شاید دمای حرارت شعله استیلن بیشتر باشد اما قابلیت گرما دهی و توزیع پروپان بیشتر است.
مقایسه گاز استیلن و پروپان در جوش و برش هواگاز
تفاوت در تجهیزات برشکاری استیلن و گاز مایع
نازل برشکاری استیلن با نازل برش پروپان متفاوت است و اغلب ، نازلهای برش استیلن یک تکه و غیر قابل جدا شدن هستند اما در رابطه با نازل برش گاز مایع از دو بخش نازل و شعله پوش بصورت جداگانه تشکیل شده است.

تفاوت نازل پروپان با استیلن
هزینه گاز پروپان و هزینه گاز استیلن
پروپان در مقایسه با استیلن مقدار اکسیژن بیشتری برای رسیدن به دمای حداکثر شعله نیاز دارد . نسبت حجم اکسیژن به گاز سوختنی برای استیلن 1 به 1.2 و برای پروپان 1 به 4.3 است.
با اینکه قیمت گاز پروپان از قیمت گازاستیلن ارزانتر است اما مصرف بالای اکسیژن بخشی از این ارزان تر بودن را جبران می نماید.

نسبت حجم اکسیژن به گاز استیلن و پروپان
ایمنی در استفاده از گاز پروپان و گاز استیلن
استفاده از گاز پروپان خطر خاصی را در مقایسه با سایر گازهای سوختنی ایجاد نمی کند.
جرم حجمی گاز استیلن 0.9 است بنابراین از هوا سبک تر است . اگر گاز نشت کند به سمت بالا و خروج از منطقه حرکت می کند.
اما جرم حجمی پروپان 1.6 و سنگین تر از هوا است در مورد سایر گازهای همرده همچون گاز بوتان و MAPP یکسان است . هرگونه نشتی گاز از محوطه خارج نمی شود و در محل جمع می شود به همین دلیل تشخیص آنرا سخت می کند.
برای اینکه پروپان به خوبی بسوزد مخلوط اکسیژن و گاز باید به نسبت درستی مخلوط گردد بهترین شرایط مخلوط 4بخش پروپان به 96 بخش اکسیژن است.اگر نسبت مخلوط متفاوت باشد احتراق ناقص می شود و گاز مونوکسید کربن در فضا منتشر می شود و در صورتی که تهویه مناسب وجود نداشته باشد می تواند خطر ساز باشد.
گاز مپ یا MAPP یک برند تجاری است که توسط گروه لینده ثبت شده و خواص آن بسیار شبیه به گاز پروپان است.
منبع سایت : wilhelmsen
سلام ببخشید چرا در جوش ترک ایجاد می شود؟ آیا می توان از بوجود آمدن این مشکل جلوگیری کرد؟
سلام وقت بخیر بزرگوار ، در حین جوشکاری به دلایل زیادی ممکن است جوش دچار ترک شود که می توان به دلایل زیر اشاره کرد:
زمانیکه جوشکار مهارت لازم را در ایجاد جوش یکدست و صاف نداشته باشد.
انجام جوشکاری در شرایط دمایی نامناسب مثل هوای بسیار سرد و یا بارانی و هنگام وزش بادهای شدید باع کاهش کیفیت و استحام جوش به دلیل عدم پیشگرم قطعه کار می شود.
توجه به آنالیز شیمیایی و خواص مکانیکی فلز پایه و انتخاب الکترود مناسب لازم است. به عنوان مثال زمانیکه فلز پایه دارای عنصری مانند گوگرد، فسفر و کربن بالایی باشد انتخاب الکترود نامناسب باعث کاهش کیفیت جوشکاری خواهد شد.
و علت های دگه ای که با فاکتور گرفتن این موارد ما میتونیم مشکل رو کمتر کنیم و حتی حل کنیم .